Advancing renewable fuels for sustainable mobility
Choosing the right materials for renewable fuel production can be critical. Whether it’s renewable diesel or sustainable aviation fuels, we offer high-performance tubular products to keep your operations safe and efficient.
Our tube metallurgy is optimized to beat corrosion and prevent failure of all types of equipment – from feed/effluent, water coolers or fractionator heat exchangers to REACS.
Submit your details to receive our exclusive flyer
Extend the safety and service life of your heat exchanger
Clean, high-performing renewable fuels are gaining favor for use in cars, trucks, and aviation. Based on renewable feedstock, such as vegetable oil, used cooking oil (UCO) and animal fats, they reduce greenhouse gas emissions by up to 75–95% compared to fossil based fuels. But safe, cost-effective production is a hurdle. A critical challenge is selecting the right corrosion-resistant materials for various types of heat exchangers in pre-treatment units (PTU’s) and hydroprocessing plants.
Pre-treatment
Pre-treatment is usually a necessary step to remove metal ions, phosphorous, and chlorides from the feedstock. The conditions are usually acidic and with high temperature and pressure. Sanicro® 35 has been tested in water with pH=2 using citric acid, 500 ppm chlorides and T=275 °C (527 °F), proving to be resistant towards corrosion and cracking under these conditions.
Hydroprocessing
Following the pre-treatment process, various hydroproccessing steps are required to produce renewable fuels:
- Removal of heteroatoms such as sulphur, nitrogen, oxygen, and chlorides
- Hydrogenation to add hydrogen to unsaturated feeds
- Hydroisomerisation or hydrocracking depending on feedstock and final product
Never crack under pressure
The effluent from the hydrotreater reactor contains water, hydrogen sulphide, ammonia, carbon dioxide and chlorides. Upon cooling, an acidic water phase with chlorides is formed which can cause chloride stress corrosion cracking and pitting corrosion of lower alloyed stainless steels. Cracks and leaks can potentially lead to fires or explosions if hydrocarbons are released into the atmosphere. Typical heat exchangers where corrosion is a concern are:
- Feed/effluent heat exchangers
- Reactor effluent air coolers (REACs)
- Water cooled heat exchangers
- Pre-heat train
Traditional refinery heat exchangers use carbon steel tubes or TP321/347, but these are unsuitable when processing renewable feedstock. Carbon steel will corrode rapidly in the presence of carbonic acid and stainless steels with low molybdenum content will not be sufficiently corrosion resistant in high TAN feed. The latter are also susceptible to corrosion from chlorides and long-term buildup of ammonium chloride deposits can cause rapid corrosion or cracking especially during shutdowns.
Sanicro® 35 – cost-effective corrosion-beater
With the above challenges, the solution has been to upgrade the heat exchanger tube bundles to Alloy 625. But before reaching for costly nickel-based alloys, allow us to present groundbreaking Sanicro® 35 (UNS N08935), a cost-efficient option to higher nickel alloys.
Chemical composition (nominal), % UNS N08935
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | N | Fe |
| ≤0.030 | ≤0.4 | 0.8 | ≤0.030 | ≤0.020 | 27 | 35 | 6.5 | 0.2 | 0.30 | Remainder |
Sanicro® 35 matches performance of Alloy 625
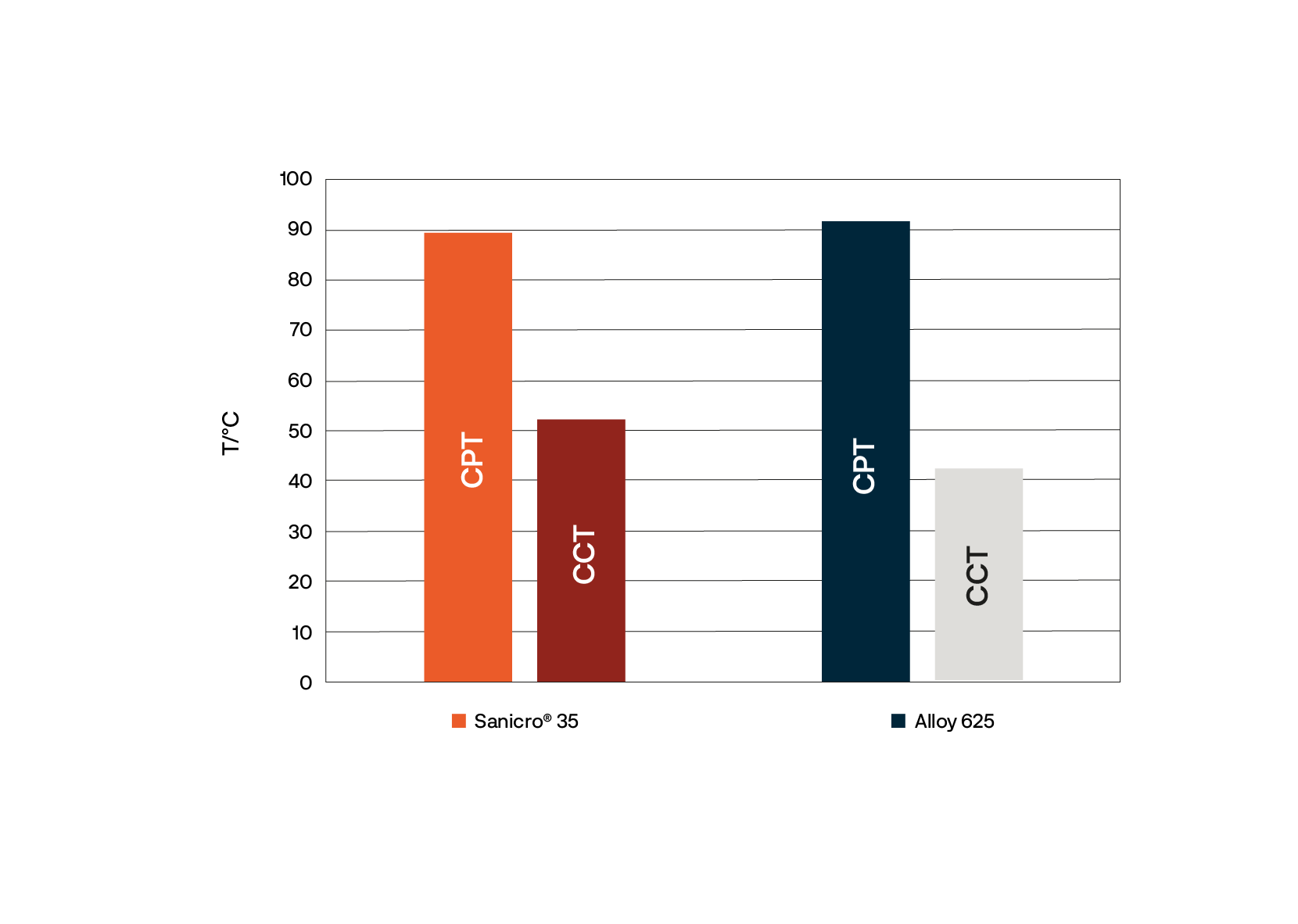
A common cause of corrosion in refinery applications such as overhead condensers and hydrotreater heat exchangers is fouling from ammonium chloride (NH4Cl ). Ammonium chloride can cause under deposit corrosion, pitting corrosion, and stress corrosion cracking. Sanicro® 35 has in advanced laboratory testing shown to have the same resistance towards this kind of corrosion as Alloy 625, (see above diagram). In modified ASTM G150 tests, Sanicro® 35 has shown similar pitting resistance to Alloy 625. In ASTM G48 Method D, Sanicro® 35 has shown better crevice corrosion resistance than Alloy 625.

Driving down costs for renewable diesel
Alleima is here to support your transition to producing lowcarbon, renewable fuels, while reducing greenhouse gas emissions and promoting energy independence. How can we drive down costs and boost efficiency together?
Fully integrated production
Alleima has a fully integrated manufacturing process and value chain. For each of our 900 alloys, we ensure full quality control. From R&D to melt, to extrusion of hollows and manufacturing of final tube, you get quality and full traceability at every step.



