Damax™ by Alleima is the next generation of Damascus knife steel. It features the same quality as handcrafted steel and is produced with an innovative industrialized technique with up to 135 layers of martensitic stainless steel. The large scale production offers a more cost efficient material with repeatable quality.
Damax™ is a stainless Damascus steel. After heat treatment, the grade is characterized by:
- Layered structure with aesthetic design possibilities
- Very high hardness
- Good corrosion resistance
Damax™ Damascus steel is a multilayered steel, built up by two different steel grades that will give a different appearance after chemical etching. The steel grades in Damax™ are Alleima® 7C27Mo2 and Alleima® 19C27.
Chemical composition
Damax™ is a mixture of the two grades Alleima® 7C27Mo2 and Alleima® 19C27.
Chemical composition (average), weight%
| C | Si | Mn | P | S | Cr | Mo | |
| Alleima® 7C27Mo2 | 0.38 | 0.4 | 0.6 | ≤0.025 | ≤0.010 | 13.5 | 1.0 |
| Alleima® 19C27 | 0.95 | 0.4 | 0.7 | ≤0.025 | ≤0.010 | 13.5 | |
| Damax™ | 0,67 | 0,4 | 0,6 | ≤0.025 | ≤0.010 | 13,5 | 0,5 |
Applications
Applications of Damax™ Damascus steel are knives, such as kitchen or outdoor knives, but can also be used for jewelry or other decorative applications.
Forms of supply
Strip can be supplied either in coils or as straightened lengths of 0.5 - 3.0 meters (1.6 - 13.1 feet / 20- 118 inches). The coil weight is max. 4.3 kg/mm (241 lbs/in.) of strip width.
| Thickness | Width | ||
|---|---|---|---|
| mm (in.) | mm (in.) | ||
| Min. | Max | Min. | Max. |
| 2.5 (0.098) | 4.0 (0.157) | 30 (1.18) | 270 (10.63) |
| Other sizes might be supplied to meet specific requirements. | |||
Tolerances
The thickness and width tolerances are +/- tolerances to the nominal size. The following tolerances are valid for cold rolled material with slit edges.
Width: ± 0.60 mm
Thickness: ± 0.065 mm
Tighter tolerances, as well as other tolerance limits can be offered upon request.
| As-delivered | Tensile strength | Hardness * | |
|---|---|---|---|
| MPa (ksi) | HV | HRB | |
| Soft annealed | nominal 700 (102) | nominal 215 | nominal 95 |
| Annealed | 750 ± 100 (109 ± 14) | 235 ± 35 | 97.5 ± 6 |
| Cold rolled | 800-1000 (116-145) | 250-315 | 99.5-108.5 |
| * Hardness data is for guidance only. | |||
Hardening and tempering of the strip steel is needed to achieve the correct condition and to meet the properties required by the end user.
Physical properties
The physical properties of a steel are related to a number of factors, including alloying elements, heat treatment and manufacturing route, but the data presented below can generally be used for rough calculations.
| Density | |
|---|---|
| g/cm3 | 7.7 |
| lb/in.3 | 0.28 |
Heat treatment
Hardening data
The exact hardening parameters need to be adjusted in every individual furnace. A general recommendation is given below:
Austenitizing:
Piece hardening
To room temperature: Recommended temperature: 1060°C (1940°F)
Deep freezing to -70°C: Recommended temperature: 1090°C (1994°F)
| Time in furnace according to table | ||
| Thickness (mm) | Thickness (in.) | Time (minutes) |
| 2.5 | 0.100 | 5 |
| 3.0 | 0.118 | 6 |
| 3.25 | 0.128 | 7 |
| 3.5 | 0.138 | 8 |
| 3.75 | 0.148 | 10 |
| 4 | 0.157 | 12 |
Batch hardening
To room temperature: Recommended temperature: 1050°C (1922°F)
Deep freezing to -70°C: Recommended temperature: 1080°C (1976°F)
Soaking time 30 minutes in furnace. The temperature should first be equalized at 850°C (1560°F) for 30 minutes to avoid necessary temperature variations.
Quenching
Quench to room temperature as rapid as possible. For optimum results 600°C (1110°F) should be reached within 2 minutes or less.
Tempering
It is recommended that tempering is performed between 175-350°C (345-660°F) for 0,5-2 hours. Brittleness occurs with tempering above 450°C (840°F).
Typical tempering curve after austenitizing at 1060°C and quenching to room temperature.
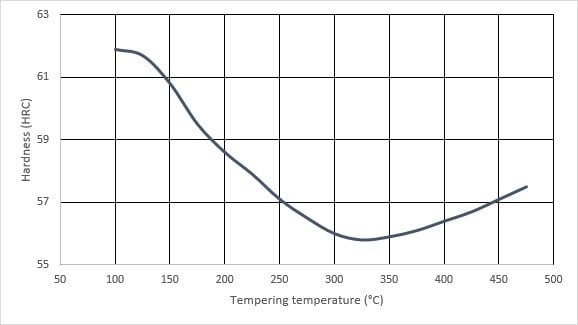
Below is an estimation of the hardness levels that can be expected with different tempering temperatures.
After quenching to room temperature:
| Hardness | Temperature |
| 59 HRC | 175°C (345°F) |
| 58 HRC | 225°C (435°F) |
| 56 HRC | 350°C (660°F) |
After deep-freezing:
| Hardness | Temperature |
| 62 HRC | 175°C (345°F) |
| 60 HRC | 225°C (435°F) |
| 58 HRC | 350°C (660°F) |
Read more about the importance of using the right hardening parameters, and find additional recommendations regarding hardening in Alleima's hardening guide.
Damascus pattern
The Damax steel is normally manufactured with up to 135 layered Damascus billet. Other number of layers can be an option upon request. After grinding the material will have a striped appearance.

To give it some other pattern of the customer’s own design, a cold or hot embossing followed by grinding needs to be performed.
Etching
To reveal the pattern an etching of the finished product has to be performed.
Before etching the surface must have a smooth finish and be degreased to remove all oils residuals.
Various acids and procedures can be used for the etching. In the table below some recommendations are given.
| Chemicals | Mixture | Tempature | Time |
| Sulphuric acid, H2SO4 (conc. ~ 96%) | 15% acid + 85% distilled water | 50°C (122°F) | 20 min |
| Hydrochloric acid, HCl | Use concentrated | 50°C (122°F) | 2 min |
| Citric acid and Iron chloride (FeCl3) | 50% citric acid + 50% distilled water. Heat until the citric acid is dissolved. Add ca 5% of FeCl3 to the mixture. | 80°C (176°F) | 30 min |
Immerse the product in the acid for the suggested time, or until the pattern appear to a desired level. The heating has an accelerating effect, and it should be performed in a water bath. Normal safety precautions for handling acids must be taken.
After etching all traces of the acid must be removed. Rinse thoroughly in water. It can also be neutralized in a mixture of water and baking soda (sodium bicarbonate).
The contrast of the layers will be even further enhanced by a superficial fine grit grinding or polishing of the surface after etching, so that the protruding layers will become bright.
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.