Alleima® 4C54 is a ferritic, heat resisting, stainless chromium steel, characterized by:
- Extremely good resistance to reducing sulphurous gases
- Very good resistance to oxidation in air
- Good resistance to oil-ash corrosion
- Good resistance to molten copper, lead and tin
This steel can be used at temperatures up to 1100°C (2010°F). However, allowance should be made for low creep strength at the highest temperatures in order to avoid distortion due to the mass of the steel.
Standards
- ASTM: 446-1
- UNS: S44600
- EN Number: 1.4749
- W.Nr.: 1.4749
- DIN: X 18 CrN 28
- SS: 2322
Product standards
- ASTM A268
- EN 10297-2
- SS 14 23 22
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | N |
|---|---|---|---|---|---|---|
| ≤0.20 | 0.5 | 0.8 | ≤0.030 | ≤0.015 | 26.5 | 0.2 |
Applications
Alleima® 4C54 should be chosen mainly for service at temperatures above 700°C (1290°F) where the excellent resistance of the material to slag corrosion and sulphidizing gases is particularly advantageous.
Typical applications for Alleima® 4C54 are:
- Recuperators in the metallurgical and glass industries
- Thermocouple protection tubes
- Sootblower tubes
- Injection nozzles
- Muffle tubes in continous wire annealing furnaces
Corrosion resistance
Air
Alleima® 4C54 is highly resistant to oxidation, both at constant and at cyclically varying temperatures (see Fig. 2). The service temperature in air should not exceed about 1100°C (2010°F).
Isothermal oxidation at 1100°C (2010°F) for 1000h results in a weight loss of about 0.25 g/m2 h after removal of the oxide layer.
Cyclic oxidation at 1100°C (2010°F) for 5 x 24 h, with cooling to room temperature every 24 hours, gives a weight loss of less than 1.5 g /m2 h after removal of the oxide layer.
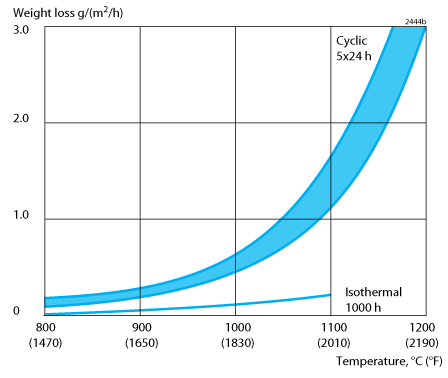 Figure 2. Oxidation in air resulting from cyclic exposure for 5 x 24 h with cooling to room temperature every 24 hours and isothermal exposure for 1000 h (1 g/m<sup>2</sup>h) = approx. 1 mm/year.
Figure 2. Oxidation in air resulting from cyclic exposure for 5 x 24 h with cooling to room temperature every 24 hours and isothermal exposure for 1000 h (1 g/m<sup>2</sup>h) = approx. 1 mm/year.
Hot corrosion / sulphidation
Owing to its high chromium content and the absence of nickel, Alleima® 4C54 has very good resistance in sulphidizing gases and salts. The steel has relatively good resistance to slags containing vanadium pentoxide and sodium sulphate, for example, which are extremely aggressive at temperatures above 600°C (1110°F). The results of a corrosion test in combustion gases from heavy oil show that Alleima® 4C54 possesses better resistance than 50Cr50Ni alloy and austenitic high temperature steels in such environments (see Fig. 3).
In other sulphurous flue gases, especially where the oxygen pressure is low (reducing atmosphere), Alleima® 4C54 possesses considerably better resistance than the austenitic steels. In laboratory tests simulating combustion in a fluidized bed, where the oxygen pressure varies between low and high, Alleima® 4C54 exhibits very good resistance. See Fig. 4.
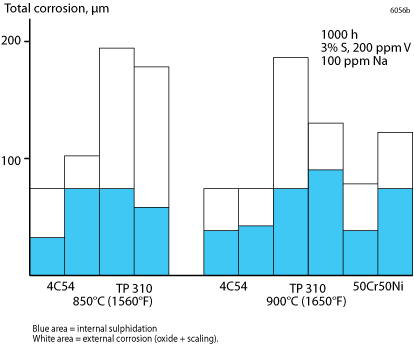 Fig. 3. Corrosion test in combustion gases from heavy oil for Alleima 4C54, TP 310 and a 50Cr50Ni alloy. Two tests (bars) per grade.
Fig. 3. Corrosion test in combustion gases from heavy oil for Alleima 4C54, TP 310 and a 50Cr50Ni alloy. Two tests (bars) per grade.
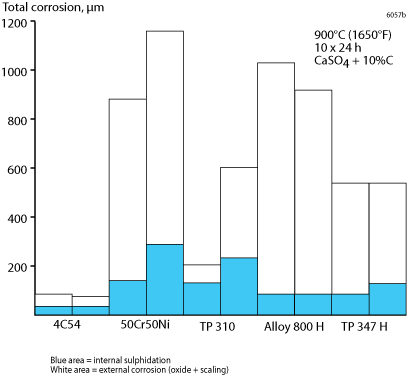 Figure. 4. Results from simulated fluidized bed combustion. Two tests (bars) per grade.
Figure. 4. Results from simulated fluidized bed combustion. Two tests (bars) per grade.
Nitrogen pick up
Nitrogen pick up can occur in gas mixtures with low oxygen concentrations and high concentrations of nitrogen, cracked ammonia or mixtures of nitrogen and hydrogen. It leads to embrittlement and reduced oxidation resistance. Alleima® 4C54 is more sensitive than austenitic steels to environments where nitrogen pick up can occur.
Carburizing atmosphere
When a material comes into contact with hot gases containing hydrocarbons and carbon monoxide, carburization can occur. The extent of carburization depends on the composition of the material and of the gas.
The relatively high chromium content of Alleima® 4C54 promotes the formation of a protective oxide layer on the surface of the material, providing some protection against carburization.
However, because Alleima® 4C54 is ferritic, carburization occurs quickly, if the oxide layer cracks or, if the oxygen content is too low to form a protective oxide layer. For this reason, the material does not possess the same resistance as the austenitic steels, for example, Alleima® 253MA or Sanicro® 31HT.
Metal and salt baths
The ferritic structure of Alleima® 4C54 gives it good resistance in baths of molten copper. It also possesses good resistance in other molten metals, such as lead, tin, bearing metals, brass and magnesium. In these metals, it is a good idea to use replaceable sleeves of ceramic material or graphite, since corrosion is heaviest at the surface of the metal bath. In salt baths for heat treatment etc., such as cyanide and neutral salt baths, austenitic alloys with a high nickel content should be selected instead (e.g. Sanicro® 31HT).
Bending
Due to their limitations in ductility at low temperatures, caution must be taken when performing bending of ferritic steels, such as Alleima® 4C54.
Hot worked tubes should preferably be hot bent, but they can be bent cold, depending on bending radius, diameter, bending equipment, etc. Please contact Alleima for more information.
Hot bending is carried out at 1000-800°C (1830-1470°F) and should be followed by annealing, see the Heat treatment section, for details.
For cold bending, cold worked tubes are recommended. Annealing is usually not necessary after cold bending.
When straightening or bending tubes that have already been in service, we recommend the following:
Tubes that have been in service at 400-550°C (750-1020°F):
Heat for a brief period to a temperature above 600°C (1110°F), cool in air, followed by preheating to 200-400°C (390-750°F).
Tubes that have been in service above 550°C (1020°F):
Preheat to 200-400°C (390-750°F).
Forms of supply
Seamless tube and pipe - finishes and dimensions
Seamless tube and pipe in Alleima® 4C54 is supplied in dimensions up to 125 mm outside diameter in the solution annealed and white pickled condition or in the bright annealed condition.
Stock sizes
Alleima® 4C54 is stocked in sizes ranging from outside diameter 3/8" to 3" outside diameter. Additional data concerning sizes and finishes is available on request from your nearest Alleima office.
Heat treatment
Tubes are delivered in the heat treated condition. If another heat treatment is needed after further processing, the following is recommended:
Stress relieving
800-850°C (1470-1560°F), 15-30 minutes, rapid cooling in air.
Annealing
800-900°C (1470-1650°F), 30-60 minutes, rapid cooling in air.
Mechanical properties
At 20°C (68°F)
| Proof strength | Tensile strength | Elong. | Hardness Vickers. | ||
|---|---|---|---|---|---|
| Rp0.21) | Rp1.01) | Rm | A2) | A2" | |
| MPa | MPa | MPa | % | % | |
| approx. | |||||
| ≥280 | ≥320 | 500-700 | ≥20 | ≥18 | 190 |
| Proof strength | Tensile strength | Elong. | Hardness Vickers. | ||
|---|---|---|---|---|---|
| Rp0.21) | Rp1.01) | Rm | A2) | A2" | |
| ksi | ksi | ksi | % | % | |
| approx. | |||||
| ≥41 | ≥46 | 73-102 | ≥20 | ≥18 | 190 |
1 MPa = 1 N/mm2
1) Rp0.2 and Rp1.0 correspond to 0.2% offset and 1.0% offset yield strength, respectively.
2) Based on L0 = 5.65 ÖS0, where L0 is the original gauge length and S0 the original cross-sectional area.
At high temperatures
| Temperature | Proof strength | Tensile strength | Creep rupture strength | ||
|---|---|---|---|---|---|
| oC | Rp0.21) | Rp1.01) | Rm | 10 000 h | 100 000 h |
| MPa | MPa | MPa | MPa | MPa | |
| min. | min. | approx. | approx. | ||
| 100 | 235 | 280 | 450 | ||
| 200 | 215 | 260 | 430 | ||
| 300 | 200 | 250 | 430 | ||
| 400 | 185 | 245 | 430 | ||
| 500 | 175 | 240 | 375 | ||
| 525 | 165 | 230 | 335 | ||
| 550 | 150 | 200 | 290 | ||
| 600 | 38 | 29 | |||
| 700 | 10 | 7 | |||
| 800 | 4.8 | 3.3 | |||
| 900 | 3.4 | 2.5 | |||
| 1000 | 1.9 | 1.6 | |||
| Temperature | Proof strength | Tensile strength | Creep rupture strength | ||
|---|---|---|---|---|---|
| oF | Rp0.21) | Rp1.01) | Rm | 10 000 h | 100 000 h |
| ksi | ksi | ksi | ksi | ksi | |
| min. | min. | approx. | approx. | ||
| 200 | 34.4 | 40.9 | 66.7 | ||
| 400 | 31.0 | 37.7 | 62.3 | ||
| 600 | 28.7 | 36.1 | 62.3 | ||
| 800 | 26.8 | 35.5 | 62.2 | ||
| 1000 | 22.9 | 31.9 | 46.0 | ||
| 1100 | 5.9 | 4.4 | |||
| 1300 | 1.4 | 0.99 | |||
| 1500 | 0.69 | 0.47 | |||
| 1800 | 0.32 | 0.26 | |||
Since Alleima® 4C54 has very large creep rupture elongation, often more than 100%, and little resistance to creep, it is necessary to allow for considerable creep deformation long before rupture occurs. At normal service temperatures, i.e. over 700 °C (1290 °F), even the dead weight of the tubes can cause stresses leading to large deformations.
Careful attention must be given, therefore to the way in which tubes are supported. Alleima® 4C54, in common with other ferritic chromium steels, is less tough than austenitic stainless steels in the as delivered condition. The transition temperature of Alleima® 4C54 is around 100-150 °C (210-300 °F). After a period of operation, toughness at room temperature can decrease further. For this reason, large impact and similar stresses should be avoided during repairs.
The graph in Fig. 1 can be used to determine the temperature above which, design calculations should be based on creep rupture strength rather than proof strength.
Figure 1. 0.2% proof strength and creep rupture stress at 10 000h and 100 000h.
Physical properties
Density: 7.6 g/cm3, 0.27 lb/in3
| Temperature, °C | W/(m °C) | Temperature, °F | Btu/(ft h °F) |
|---|---|---|---|
| 20 | 20 | 68 | 11.5 |
| 100 | 21 | 200 | 12.5 |
| 200 | 22 | 400 | 12.5 |
| 300 | 23 | 600 | 13 |
| 400 | 2 | 800 | 13.5 |
| 500 | 24 | 1000 | 14.5 |
| 600 | 25 | 1200 | 14 |
| 700 | 26 | 1400 | 14.5 |
| 800 | 27 | 1600 | 15.5 |
| 900 | 28 | 1800 | 17 |
| 1000 | 30 | 2000 | 19 |
| 1100 | 34 |
| Temperature, °C | J/(kg °C) | Temperature, °F | Btu/(lb °F) |
|---|---|---|---|
| 20 | 475 | 68 | 0.11 |
| 100 | 520 | 200 | 0.12 |
| 200 | 555 | 400 | 0.13 |
| 300 | 595 | 600 | 0.14 |
| 400 | 625 | 800 | 0.16 |
| 500 | 710 | 1000 | 0.18 |
| 600 | 795 | 1200 | 0.18 |
| 700 | 720 | 1400 | 0.17 |
| 800 | 695 | 1600 | 0.16 |
| 900 | 680 | 1800 | 0.17 |
| 1000 | 715 | 2000 | 0.18 |
| 1100 | 760 |
| Temperature, °C | Per °C | Temperature, °F | Per °F |
|---|---|---|---|
| 30-100 | 10 | 86-200 | 5.5 |
| 30-200 | 10 | 86-400 | 5.5 |
| 30-300 | 10.5 | 86-600 | 6 |
| 30-400 | 11 | 86-800 | 6 |
| 30-500 | 11 | 86-1000 | 6 |
| 30-600 | 11.5 | 86-1200 | 6.5 |
| 30-700 | 11.5 | 86-1400 | 6.5 |
| 30-800 | 12 | 86-1600 | 7 |
| 30-900 | 13 | 86-1800 | 7.5 |
| 30-1000 | 13.5 |
1)Mean values in temperature ranges x10-6
| Temperature, °C | µΩm | Temperature, °F | µΩin. |
|---|---|---|---|
| 20 | 0.69 | 68 | 27.0 |
| 100 | 0.75 | 200 | 29.5 |
| 200 | 0.84 | 400 | 33.2 |
| 300 | 0.92 | 600 | 36.8 |
| 400 | 1.00 | 800 | 40.2 |
| 500 | 1.08 | 1000 | 43.3 |
| 600 | 1.14 | 1200 | 45.8 |
| 700 | 1.19 | 1400 | 47.7 |
| 800 | 1.22 | 1600 | 48.9 |
| 900 | 1.24 | 1800 | 49.1 |
| 1000 | 1.25 |
| Temperature, °C | MPa | Temperature, °F | ksi |
|---|---|---|---|
| 20 | 195 | 68 | 28.5 |
| 200 | 190 | 400 | 27.5 |
| 400 | 180 | 800 | 25.5 |
| 600 | 145 | 1200 | 20.5 |
| 800 | 125 | 1400 | 18.5 |
| 1000 | 120 | 1800 | 17.5 |
1) x 103
Structural stability
Temperatures of about 400-550°C (750-1020°F) should be avoided for even short periods of time, whether the steel is in service or merely being held at that temperature, since severe embrittlement, known as 475 oC (887oF). embrittlement, can occur. This is noticeable after the tubes have cooled to room temperature. However, the steel can be restored to its original condition by short term heating at a temperature above 600°C (1110°F). Embrittlement can also occur as a result of sigma phase formation after prolonged service at 550-750°C (1020-1380°F).
Welding
The weldability of Alleima® 4C54 is good. Welding must be carried out with preheating at 200-300°C (390-570°F), subsequent heat treatment is normally required for matching filler metals. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice.
For Alleima® 4C54, heat-input of <1.5 kJ/mm and interpass temperature of <150°C (300°F) are recommended.
Recommended filler metals
TIG/GTAW welding
ISO 14343 S 29 9 / AWS A5.9 ER312 (e.g. Exaton 29.9) or
ISO 14343 S 25 20 / AWS A5.9 ER310 (e.g. Exaton 25.20.C) or
ISO 18274 S Ni 6082 / AWS A5.14 ERNiCr-3 (e.g. Exaton Ni72HP)
MMA/SMAW welding
ISO 3581 E 29 9 R / AWS A5.4 E312-16 (e.g. Exaton 29.9.R) or
ISO 3581 E 25 20 B / AWS A5.4 E310-16 (e.g. Exaton 25.20.B) or
ISO 14172 E Ni 6182/ AWS A5.11 ENiCrFe-3 (e.g. Exaton Ni71)
When using the austenitic stainless-steel wire electrode S 25 20/ER310 and the covered electrode E 25 20 B/E310-16, the higher thermal expansion of the austenitic weld metal must be considered.
When using nickel alloy wire electrode S Ni 6082/ERNiCr-3 and covered electrode E Ni 6182/ENiCrFe-3, a lower corrosion resistance of the weld metal in a reducing sulphurous environment than the Alleima 4C54 must be considered.
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.