Alleima® 2RE10 is an austenitic stainless steel with extremely low carbon and impurity contents. The grade is characterized by:
- Excellent resistance to corrosion in nitric acid
- Excellent resistance to intergranular corrosion
- Good resistance to pitting
- Good weldability
Standards
- UNS: S31002
- EN Number: 1.4335
- W.Nr.: 1.4335*
- DIN: X 1 CrNi 25 21*
* Obsolete. Replaced by EN.
Product standards
- ASTM A213 and A312
- EN 10216-5
- SEW 400 (Feb 1991)
Alleima® 2RE10 conforms to EN no. 1.4335, but actual composition specified for EN no. 1.4335 allows considerable higher maximum levels of C, Si, P, S and Mo. High levels of these elements increase the potential for corrosion and have therefore been kept as low as possible in Alleima® 2RE10.
Approvals
- ASME BPV Code, Section VIII, Divsion 1.
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|
| ≤0.015 | ≤0.15 | 1.8 | ≤0.020 | ≤0.005 | 24.5 | 20 | ≤0.10 |
Applications
Alleima® 2RE10 is very suitable for heat exchanger tube and pipe in processes that treat nitric acid, for example, the manufacture of nitric acid, acrylic fibres, ammonium nitrate and the reprocessing of nuclear reactor fuel. Extensive practical experience in such applications has confirmed the superiority of Alleima® 2RE10 over standard steels such as ASTM 304L and ASTM 329.
Tail gas preheaters
The main reason for highly corrosive conditions in tail gas preheaters is that droplets of nitric acid are entrained in the tail gas from the absorption tower. When this gas enters the heater, the droplets settle on the hot tube wall and start boiling. The temperature of the heating medium, usually hot process gas or steam, can be very high. In this type of condition, ASTM 304L tends to have a short service life. Tubes and tube sheets manufactured in Alleima® 2RE10 are recommended for a long service life
Cooler/condensers
In cooler/condensers, corrosion is normally encountered at the inlet end, where the first condensate is formed. If reboiling of the first condensate occurs, the corrosive conditions become very severe, leading to the kind of attack illustrated in figure 5. This typical corrosion problem can be detected easily. By upgrading to Alleima® 2RE10 the service life will be substantially longer than, for example, ASTM 304L.
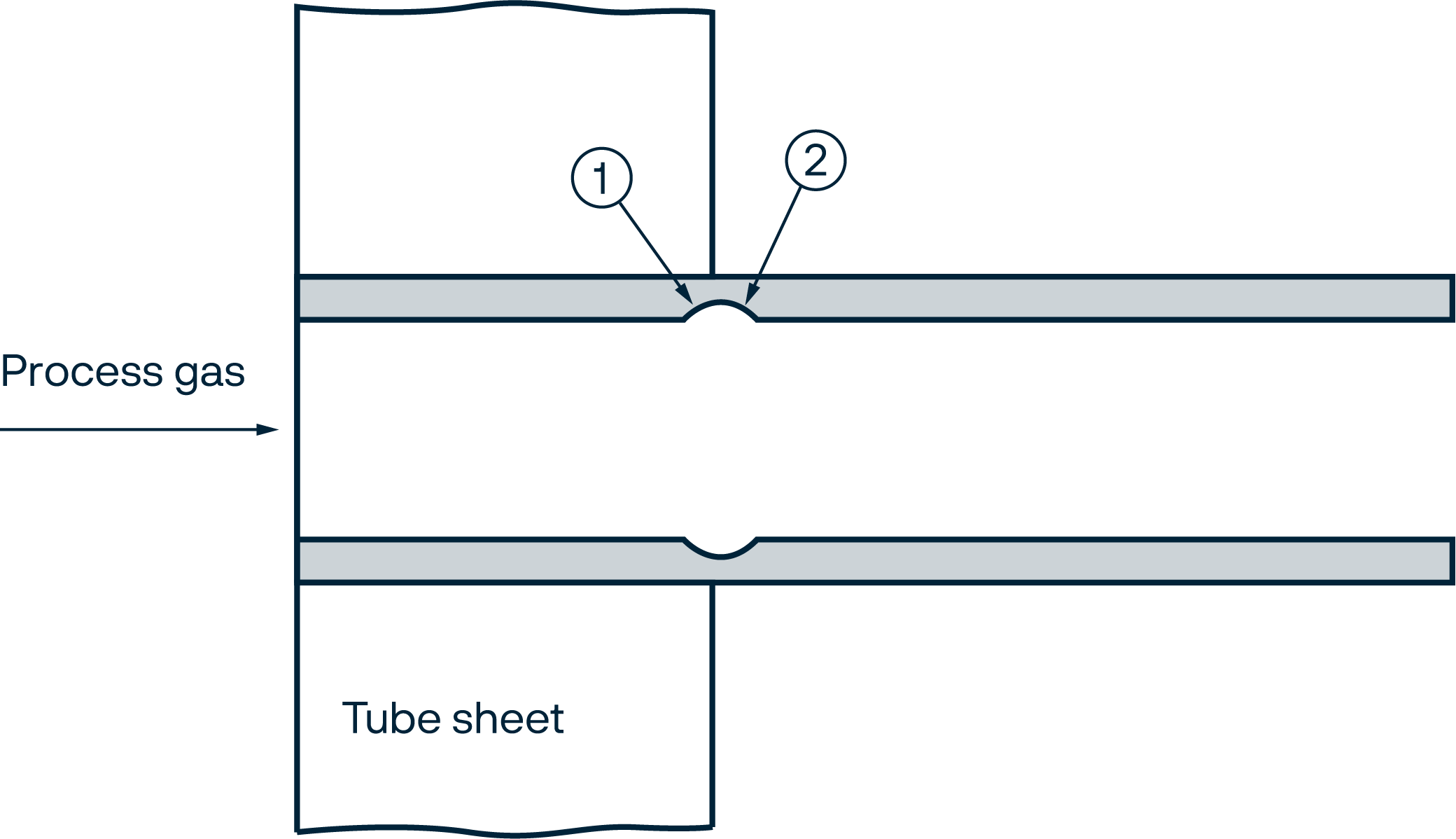
Figure 5. Illustration of hot dew point corrosion in nitric acid cooler/condensors.
1 = first condensate formed - 1120-130°C (250-270°F).
2 = Reboiling - corrosion increases with increasing gas inlet temperature.
Corrosion resistance
General corrosion
Alleima® 2RE10 was developed to combat corrosion problems in nitric acid service. Thanks to its high chromium and low impurity contents it has considerably better resistance to nitric acid than steels of type ASTM 304L, as illustrated by the isocorrosion diagram, figure 1. In such applications Alleima® 2RE10 is far superior to ASTM 304L, ASTM 321 and ASTM 329. The corrosion rates of these grades in 65% nitric acid (Huey test) are compared in figure 2.
Alleima® 3R12 is the Alleima version of ASTM 304L. Results are presented from tests of solution annealed material (the delivery condition) and also material in a sensitized (650°C (1202oF) for 1 h condition. ASTM 329 was sensitized at 650°C (1202oF ) for only 5 min.
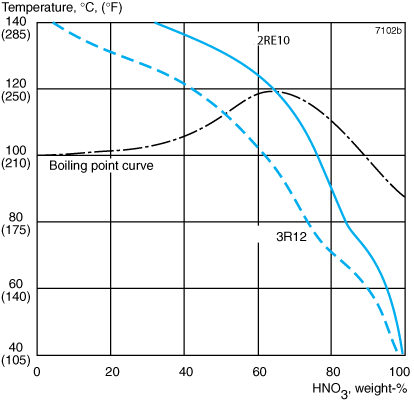 Figure 1. Isocorrosion diagram for Alleima® 2RE10 and 3R12 (ASTM304L) in a naturally aerated, stagnant solution of nitric acid. The curves represent a corrosion rate of 0.1 mm/year (4 mpy).
Figure 1. Isocorrosion diagram for Alleima® 2RE10 and 3R12 (ASTM304L) in a naturally aerated, stagnant solution of nitric acid. The curves represent a corrosion rate of 0.1 mm/year (4 mpy).
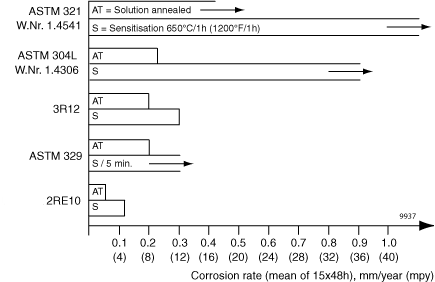 Figure 2. Huey test results for different stainless steels (average values). Allows denote accelerated attack for each period, which indicates material will not perform satisfactorily in service.
Figure 2. Huey test results for different stainless steels (average values). Allows denote accelerated attack for each period, which indicates material will not perform satisfactorily in service.
Stress corrosion cracking (SCC)
The higher nickel content makes Alleima® 2RE10 slightly more resistant to stress corrosion cracking (SCC) than conventional austenitic stainless steels, such as ASTM 304L.
Intergranular corrosion
Alleima® 2RE10 is highly resistant to intergranular corrosion even after long-term sensitization. Figure 3 shows the results of Huey testing (boiling in 65% nitric acid for 5x48 h) sensitized specimens of Alleima® 2RE10 and a steel of type ASTM 304L. The low tendency for sensitization is an advantage in complicated welding operations.
In delivery testing, by means of the Huey test, the guaranteed maximum corrosion rate for Alleima® 2RE10 is 0.12 mm/year (5 mpy) in the solution annealed condition, and 0.20 mm/year (8 mpy) after sensitization at 675°C (1250°F). Even lower values can be guaranteed by agreement in certain cases. Figure 3 demonstrates that sensitization does not increase the corrosion rate greatly in Huey testing, whereas the corrosion rate for ASTM 304L increases significantly.
Pitting corrosion
Alleima® 2RE10 has considerably higher pitting corrosion resistance than ASTM 304L and is also superior to ASTM 329, as illustrated by figure 4.
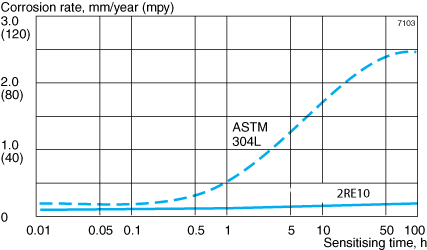 Figure 3. Corrosion curves for Alleima® 2RE10 and AISI 304L obtained from Huey testing after sensitization at 675°C (1250°F).
Figure 3. Corrosion curves for Alleima® 2RE10 and AISI 304L obtained from Huey testing after sensitization at 675°C (1250°F).
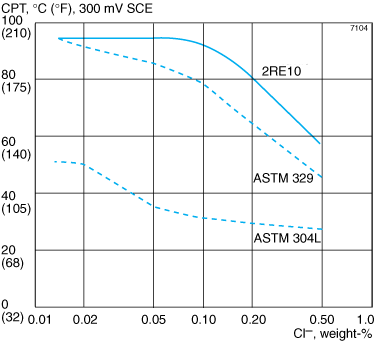 Figure 4. Critical pitting temperature (CPT) for Alleima® 2RE10, ASTM 304L and ASTM 329 in neutral chloride solutions (potentiostatic determination at +300mV SCE).
Figure 4. Critical pitting temperature (CPT) for Alleima® 2RE10, ASTM 304L and ASTM 329 in neutral chloride solutions (potentiostatic determination at +300mV SCE).
Bending
The excellent formability of Alleima® 2RE10 permits cold bending to very small bending radii. Cold working does not impair resistance to general and intergranular corrosion. Annealing is not normally necessary after cold bending. If, however, tubes have been cold worked and are to be used under conditions where stress corrosion cracking (SCC) is liable to occur, stress relieving is recommended. See under 'Heat treatment'.
Forms of supply
Tube and pipe are supplied in dimensions up to 80 mm (3.15 in.) outside diameter in the solution annealed and white-pickled or in the bright annealed condition.
Other forms of supply
- Covered electrodes
- Sheet and plate
- Bar steel (grade Sandvik 2RE69)
Heat treatment
Tubes are delivered in the heat treated condition. If another heat treatment is needed, due to further processing, the following is recommended.
Stress relieving
850–950°C (1560–1740°F), 10–15 minutes, rapid cooling in air. Alternatively 1000–1050°C (1830–1920°F), about 1 minute, rapid cooling in air.
Solution annealing
1000–1100°C (1830–2010°F), 5–20 minutes, rapid cooling in air or water.
Mechanical properties
| Proof strength | Tensile strength | Elong. | Hardness | |
|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | |
| MPa | MPa | MPa | % | Vickers |
| approx. | ||||
| ≥205 | ≥210 | ≥500-670 | ≥35c) | 155 |
1 MPa = 1 N/mm2
| Proof strength | Tensile strength | Elong. | Hardness | |
|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | A2" | |
| ksi | ksi | ksi | % | Vickers |
| approx. | ||||
| ≥30 | ≥31 | ≥73-98 | ≥35c) | 155 |
a) R p0.2 and R p1.0 correspond to 0.2% offset yield strength respectively.
b) Based on L0 = 5.65√S0 , where L0 is the original gauge length and S0 the original cross-section area.
c) EN 10216-5 with min 45% can be fulfilled
Impact strength
Due to its austenitic microstructure, Alleima® 2RE10 has very good impact strength both at room temperature and at cryogenic temperatures.
Tests have demonstrated that the steel fulfils requirements according to the European standards EN 13445-2 (UFPV-2) ( (min. 60 J (44 ft-lb) at -270oC (-455oF)) and EN 10216-5 (min. 60 J (44 ft-lb) at -196oC (-320oF).
At high temperatures
| Temperature |
Proof strength
|
Tensile strength
|
|
|---|---|---|---|
| Rp0.2 | Rp1.0 | Rm | |
| °C | MPa | MPa | MPa |
| min. | min. | min. | |
| 50 | 195 | 225 | 485 |
| 100 | 180 | 210 | 470 |
| 150 | 170 | 200 | 455 |
| 200 | 160 | 190 | 440 |
| 250 | 150 | 180 | 430 |
| 300 | 145 | 170 | 420 |
| 350 | 140 | 165 | 415 |
| 400 | 135 | 160 | 410 |
| Temperature |
Proof strength
|
Tensile strength
|
|
|---|---|---|---|
| Rp0.2 | Rp1.0 | Rm | |
| °F | ksi | ksi | ksi |
| min. | min. | min. | |
| 200 | 36.4 | 30.8 | 68.5 |
| 400 | 23.1 | 27.4 | 63.7 |
| 600 | 20.8 | 24.4 | 60.7 |
| 700 | 20.0 | 23.6 | 59.9 |
Physical properties
Density: 7.9 g/cm3, 0.29 lb/in3
| Temperature, °C | W/m °C | Temperature, °F | Btu/ft h °F |
|---|---|---|---|
| 20 | 13 | 68 | 7.5 |
| 100 | 15 | 200 | 8.5 |
| 200 | 17 | 400 | 10 |
| 300 | 19 | 600 | 11.5 |
| 400 | 21 | 800 | 12.5 |
| 500 | 23 | 1000 | 13.5 |
| 600 | 25 | 1200 | 14.5 |
| 700 | 26 | 1300 | 15 |
| Temperature, °C | J/kg °C | Temperature, °F | Btu/lb °F |
|---|---|---|---|
| 20 | 470 | 68 | 0.11 |
| 100 | 495 | 200 | 0.12 |
| 200 | 530 | 400 | 0.13 |
| 300 | 555 | 600 | 0.13 |
| 400 | 580 | 800 | 0.14 |
| 500 | 600 | 1000 | 0.15 |
| 600 | 615 | 1200 | 0.15 |
| 700 | 630 | 1300 | 0.15 |
| Temperature, °C | Per °C | Temperature, °F | Per °F |
|---|---|---|---|
| 30-100 | 15.5 | 86-200 | 8.5 |
| 30-200 | 16.5 | 86-400 | 9 |
| 30-300 | 17 | 86-600 | 9.5 |
| 30-400 | 17 | 86-800 | 9.5 |
| 30-500 | 17.5 | 86-1000 | 9.5 |
| 30-600 | 17.5 | 86-1200 | 10 |
| 30-700 | 18 | 86-1400 | 10 |
1) Mean values in temperature ranges (x10-6)
| Temperature, °C | μΩm | Temperature, °F | μΩin. |
|---|---|---|---|
| 20 | 0.84 | 68 | 33.1 |
| 100 | 0.90 | 200 | 35.2 |
| 200 | 0.98 | 400 | 35.6 |
| 300 | 1.07 | 600 | 42.3 |
| 400 | 1.10 | 800 | 43.7 |
| 500 | 1.14 | 1000 | 45.5 |
| 600 | 1.18 | 1200 | 46.8 |
| 700 | 1.20 | 1400 | 47.7 |
| 800 | 1.22 | 1600 | 48.3 |
| 900 | 1.23 | 1800 | 48.7 |
| 1000 | 1.24 | - | - |
| Temperature, °C | MPa | Temperature, °F | ksi |
|---|---|---|---|
| 20 | 195 | 68 | 28.3 |
| 100 | 190 | 200 | 27.6 |
| 200 | 182 | 400 | 26.4 |
| 300 | 174 | 600 | 25.1 |
| 400 | 166 | 800 | 23.8 |
| 500 | 158 | 1000 | 22.5 |
1) (x103)
Welding
The weldability of Alleima® 2RE10 is good. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice.
In common with all fully austenitic stainless steels, Alleima® 2RE10 has low thermal conductivity and high thermal expansion. Welding plans should therefore be carefully selected in advance, so that distortions of the welded joint are minimized. If residual stresses are a concern, solution annealing can be performed after welding.
For Alleima® 2RE10, heat-input of <1.0 kJ/mm and interpass temperature of <100°C (210°F) are recommended. A string bead welding technique should be used.
Recommended filler metals
TIG/GTAW or MIG/GMAW welding
25.20.L (e.g. Exaton 25.20.L)
ISO 14343 S 25 22 2 N L (e.g. Exaton 25.22.2.LMn)
MMA/SMAW welding
ISO 3581 E 25 22 2 N L B (e.g. Exaton 25.22.2.LMnB)
ISO 14343 S 25 22 2 N L wire or strip electrodes are recommended for overlay welding of tube sheets and high-pressure vessels in cases where corrosion resistance, equal to that of Alleima® 2RE10, is required.
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.