Nanoflex™ is a precipitation hardening, austenitic stainless steel specifically designed for applications requiring high strength and good ductility. Mechanical strength can be increased substantially by heat treatment (ageing) of the final product, after first taking advantage of a soft 'as-delivered' condition, favorable for forming.
Normally, strip steel in Nanoflex™ is delivered in the cold rolled condition, but there is also a possibility of using the grade in the annealed condition and still reach a comparably high strength, solely by heat treatment.
Nanoflex™ is characterized by:
- Very high tensile strength with comparably good ductility
- Very high ageing effect
- Hardenable by heat treatment from the annealed condition
- No softening after exposure to temperatures up to 450°C (842°F)
- Good weldability
Standards
- ASTM: A693
- UNS: S46910
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| ≤0.02 | ≤0.5 | ≤0.5 | ≤0.020 | ≤0.005 | 12 | 9 | 4 | 2.0 | 0.9 | 0.4 |
Applications
Nanoflex™ is highly suitable for products requiring good corrosion resistance, high strength and good ductility in the final product, combined with high formability in the 'as delivered' condition. It is especially suitable for complicated designs that still have high requirements on the strength of the final product. It also provides an opportunity for reaching high strength levels in relatively heavy gauge components.
One suitable application is statically loaded springs, especially when a low relaxation at elevated temperatures is required. Nanoflex™ is, however, less suitable for applications exposed to high dynamic stresses, as the same high fatigue strength as in an ordinary stainless spring steel, like Alleima® 12R11 (type ASTM 301), cannot be reached.
Corrosion resistance
Nanoflex™ has better corrosion resistance than ASTM 304L. In this respect, it is superior to hardened and tempered martensitic chromium steels.
Pitting corrosion
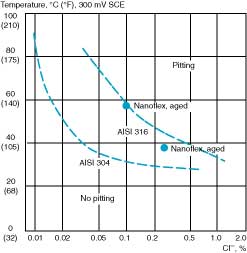
Figure 1: Critical pitting temperatures (CPT) for Nanoflex™ , ASTM 304 and ASTM 316 at varying concentrations of sodium chloride. Potentiostatic determinations at +300 mV (SCE), pH = 6.0.
General corrosion
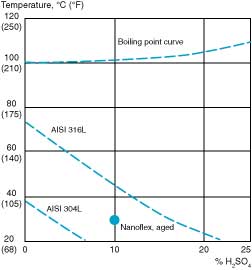
Figure 2: Isocorrosion diagram for Nanoflex™, ASTM 304L and 316L in stagnant sulfuric acid. The curves for ASTM 304L and 316L and the dot for Nanoflex™ represent a corrosion rate of 0.1 mm/year.
Bending
Nanoflex™, because of the very high ageing effect, has good opportunities for forming in a soft condition and still reaching a high tensile strength in its final condition. This is illustrated by the diagrams in fig. 3-4. In fig. 3, the tensile strengths, necessary to reach the same final tensile strength of about 1850 MPa after ageing, are indicated for Nanoflex™ and compared to some other Alleima grades. In fig. 4, a comparison of the bendability for the same materials in corresponding cold rolled tensile strengths is given.
The bending tests were carried out according to Swedish Standard SS 11 26 26 method 3, i.e. a test piece with a 35 mm width is bent in a 90° V-block with a 25 mm die opening, with the burrs from blanking, facing into in the bend. The minimum bending radius, without crack formation, for three test pieces is determined.
For very severe forming cases, the possibility of hardening Nanoflex™ from the annealed condition might be an option, see section 'Heat treatment'.
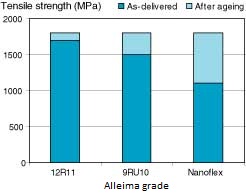
Figure 3. `As delivered´ tensile strength needed to reach the same final tensile strength of about 1850 MPa after ageing in Nanoflex™ compared to two other spring steel grades.
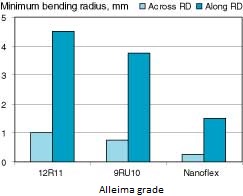
Figure 4. Minimum bending radius at `as delivered´ tensile strength according to figure 3. Testing has been made across and along the rolling direction (RD). Strip thickness 0.5 mm.
Forms of supply
Cold rolled strip can be supplied in coils, bundles, on spools or in cut lengths. Contact us for more informations.
The following range of thicknesses and widths can be supplied as standard. Contact us if other dimensions are required.
| Thickness | Width | Thickness | Width |
|---|---|---|---|
| mm | mm | in. | in. |
| 0.015 - 4.00* | 2 - 300 | 0.0006 - 0.158 | 0.079 - 11.8 |
* Depending on requested tensile strength.
Tolerances
The thickness and width tolerances are +/- tolerances to the nominal size. The normal tolerance classes for most of our strip products are T2 and B1. Tighter tolerances as well as other tolerance limits can be offered upon request.
Mechanical properties
Static strength
The possible ranges for the mechanical properties, in both the cold rolled and aged conditions are indicated below. The strength level after ageing depends on the degree of cold deformation and, therefore, also on the dimension. For more information regarding ageing, see section 'Heat treatment'.
| Condition | Proof strength | Tensile strength | ||
|---|---|---|---|---|
| Rp0.2a) | Rm | |||
| MPa | ksi | MPa | ksi | |
| Annealed | max. 350 | max. 51 | max. 750 | max. 109 |
| Cold rolled | 600-1800 | 87-261 | 950-1850 | 138-268 |
| Cold rolled + Aged | 1200-2500 | 174-363 | 1400-2600 | 203-377 |
1 MPa = 1 N/mm2
a) Rp0.2 corresponds to 0.2% offset yield strength.
At high temperatures, nominal values
The values represent testing on material cold worked to 1650 MPa and subsequently aged at 475°C (887°F) for 4 hours.
| Temperature | Tensile strength, Rm | Temperature | Tensile strength, Rm |
|---|---|---|---|
| °C | MPa | °F | ksi |
| 20 | 2450 | 68 | 356 |
| 100 | 2400 | 200 | 348 |
| 200 | 2200 | 400 | 319 |
| 300 | 2125 | 600 | 308 |
| 400 | 1975 | 700 | 287 |
Fatigue strength
Nanoflex™ has a comparably good fatigue strength at low tensile strengths. The tables show nominal results of testing at 20°C (68°F) after ageing at 475°C (887°F) for 4 hours. The fatigue strength represents a 50% probability of failure after 2 million cycles, with specimens parallel to the rolling direction.
Reversed bending stress
Average stress = 0
Bending transversal to rolling direction.
| Tensile strength, Rm | Thickness | Fatigue strength, σu | σu/ Rm | |
|---|---|---|---|---|
| MPa | mm | MPa | ||
| Cold rolled | Aged | |||
| 1025 | 1600 | 0.30 | ± 490 | 0.31 |
| 1230 | 2000 | 0.50 | ± 450 | 0.23 |
| 1450 | 2200 | 0.50 | ± 500 | 0.23 |
| 1500 | 2350 | 0.50 | ± 450 | 0.19 |
Fluctuating tensile stress
Minimum stress = 0
Specimens parallel to rolling direction.
| Tensile strength, Rm | Thickness | Fatigue strength, σu | σu/ Rm | |
|---|---|---|---|---|
| MPa | mm | MPa | ||
| Cold rolled | Aged | |||
| 1000 | 1470 | 0.30 | 370 ± 370 | 0.25 |
Physical properties
The physical properties of a steel relate to a number of factors, including alloying elements, heat treatment and manufacturing process, but the following data can generally be used for rough calculations. The values refer to testing at 20°C (68°F), unless otherwise stated.
Density: 7.9 g/cm3, 0.29 lb/in3
Resistivity: 0.9 μΩm, 35 μΩin.
| Temperature, °C | W/m °C | Temperature, °F | Btu/ft h°F |
|---|---|---|---|
| 20 | 14 | 68 | 8 |
| 100 | 16 | 200 | 9 |
| 200 | 18 | 400 | 10.5 |
| 300 | 20 | 600 | 11.5 |
| 400 | 21 | 700 | 12 |
| Temperature, °C | J/kg °C | Temperature, °F | Btu/ft h°F |
|---|---|---|---|
| 20 | 455 | 68 | 0.11 |
| 100 | 490 | 200 | 0.12 |
| 200 | 525 | 400 | 0.13 |
| 300 | 560 | 600 | 0.14 |
| 400 | 600 | 700 | 0.14 |
Thermal expansion, average values in temperature ranges
Nanoflex™ has a coefficient of thermal expansion close to that of carbon steel. This gives it definite design advantages over other austenitic stainless steels.
Metric units, (x10-6/°C)
| Grade | Temperature range, °C | |||
|---|---|---|---|---|
| 30-100 | 30-200 | 30-300 | 30-400 | |
| Nanoflex (cold rolled) | 11.5 | 11.5 | 11.5 | 11.5 |
| Nanoflex (aged) | 11.5 | 12 | 12 | 12.5 |
| Carbon steel (0.2%C) | 12.5 | 13 | 13.5 | 14 |
| ASTM 304L | 16.5 | 17.5 | 18 | 18 |
Imperial units, (x10-6/°F)
| Grade | Temperature range, °F | |||
|---|---|---|---|---|
| 86-200 | 86-400 | 86-600 | 86-700 | |
| Nanoflex (cold rolled) | 6.5 | 6.5 | 6.5 | 6.5 |
| Nanoflex (aged) | 6.5 | 6.5 | 7 | 7 |
| Carbon steel (0.2%C) | 7 | 7 | 7.5 | 7.5 |
| ASTM 304L | 9.5 | 9.5 | 10 | 10 |
Modulus of elasticity
The E-modulus is dependent on dimension, condition, direction and amount of cold reduction of the material.
The data below has been achieved by tensile testing cold rolled strip at 20°C (68°F) along the rolling direction. They are typical values only. After ageing, an increase of the E-modulus by 15-20x103 MPa can be expected.
| Tensile strength | E (x103) | Tensile strength | E (x103) |
|---|---|---|---|
| MPa | MPa | ksi | ksi |
| 1000 | 185 | 145 | 26.8 |
| 1200 | 180 | 174 | 26.1 |
| 1450 | 185 | 210 | 26.8 |
| 1850 | 190 | 268 | 27.6 |
Heat treatment
In the annealed condition, Nanoflex™ has an austenitic microstructure. To be able to precipitation harden the material and take advantage of the remarkably high ageing (tempering) effect, the matrix has first to be hardened and, thereby, partly transformed to martensite. There are two ways of obtaining the necessary martensitic matrix in Nanoflex™.
Cold rolled condition:
The most common way, as in other metastable austenitic stainless steels, is to cold roll the material, whereby deformation martensite is formed. The difference is that the ageing effect is much higher in Nanoflex™ than in most other stainless steels. For optimum strength, the ageing should be made at 525°C (977°F) for 1 hour. Some examples of the ageing effect are given in the table.
| Tensile strength | Tensile strength, | ||
|---|---|---|---|
| MPa | ksi | ||
| Cold rolled | Aged | Cold rolled | Aged |
| 950 | 1300 | 138 | 189 |
| 1000 | 1600 | 145 | 232 |
| 1200 | 2000 | 174 | 290 |
| 1500 | 2300 | 218 | 334 |
| 1800 | 2500 | 261 | 363 |
Annealed condition:
With Nanoflex™ there is another way to obtain a martensitic matrix - by an isothermal treatment at a subzero temperature. This gives an opportunity to use the grade in the soft annealed condition for severe cases of forming and then utilize its ability to still reach a comparably high level of hardness after heat treatment. The required heat treatment cycle and the resulting properties are:
Austenitizing: 1200°C (2190°F) for 5 minutes in a protective atmosphere like argon, hydrogen or vacuum.
Isothermal treatment: -40°C (-40°F) for 24 hours
Ageing: 525°C (997°F) for 1 hour
| Tensile strength | Tensile strength | ||
|---|---|---|---|
| MPa | ksi | ||
| Annealed | Heat treated | Annealed | Heat treated |
| 700 | 1600 | 102 | 232 |
Welding
The weldability of Nanoflex™ is good. Appropriate welding methods are TIG and laser welding. It can be welded without filler metal (autogenously) using the TIG process or laser process, but filler metal is preferable. Suitable fillers are according to standard ISO 14343: 19 12 3 L Si; AWS A5.9/ASME SFA-5.9: ER316LSi; W.Nr.: 1.4430 and ISO 14343: 19 12 3 L; AWS A5.9/ASME SFA-5.9: ER316L; W.Nr.: 1.4430 or ISO 14343: 22 9 3 N L; AWS A5.9/ASME SFA-5.9: ER2209; W.Nr.: 1.4462.
The martensite content in the heat-affected zone (HAZ) of the material decreases after welding, resulting in a typical, annealed microstructure with an austenitic matrix and a small amount of ferrite. This means that the tensile strength will be lower for the weld compared with the high strength base material, in the same way as other cold rolled austenitic stainless steels. Therefore, welds in Nanoflex™ are not suitable for active parts of a construction, where a high stress level has to be managed.
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.