SAF™ 2507 is a super-duplex (austenitic-ferritic) stainless steel for service in highly corrosive conditions. The grade is characterized by:
- Excellent resistance to stress corrosion cracking (SCC) in chloride-bearing environments
- Excellent resistance to pitting and crevice corrosion
- High resistance to general corrosion
- Very high mechanical strength
- Physical properties that offer design advantages
- High resistance to erosion corrosion and corrosion fatigue
- Good weldability
Standards
- UNS: S32750
- EN Number: 1.4410
- EN Name: X 2 CrNiMoN 25-7-4
- SS: 2328
Product standards
EN 10088-3
Suitable for further production according to ASTM A182 Grade F53.
Chemical composition according to ASTM A479, UNS S32750
Certificates
Status according to EN 10 204 3.1
Chemical composition (nominal) %
| C | Si | Mn | P | S | Cr | Ni | Mo | N | Cu |
|---|---|---|---|---|---|---|---|---|---|
| ≤0.030 | ≤0.8 | ≤1.2 | ≤0.035 | ≤0.015 | 25 | 7 | 4 | 0.3 | ≤0.5 |
Applications
SAF™ 2507 is a duplex stainless steel specially designed for service in aggressive chloride-containing environments. Typical applications are:
| Industrial categories | Typical applications |
|---|---|
| Oil and gas industry | Flanges |
| Food industry | Valves |
| Petrochemical industry and refineries | Fittings |
| Pulp and paper industry | Couplings |
| Chemical industry | Rings |
| Seawater cooling | Seals |
| Salt evaporation industry | Bolts and nuts |
| Desalination plants | Shafts |
| Geothermal wells | Forgings |
| Mechanical components requiring high strength | Discs Pigtails and headers |
Corrosion resistance
General corrosion
SAF™ 2507 is highly resistant to corrosion by organic acids, e.g. formic and acetic acid. It is suitable for use at high concentrations and temperatures, where austenitic stainless steels corrode at a high rate. Resistance to inorganic acids is comparable to that of high alloy austenitic stainless steels in certain concentration ranges.
Pitting and crevice corrosion
The pitting and crevice corrosion resistance of a stainless steel is primarily determined by the content of chromium, molybdenum and nitrogen. An index for comparing the resistance to pitting and crevice corrosion is the PRE number (Pitting Resistance Equivalent). The PRE is defined as, in weight-%: PRE = %Cr + 3.3 x %Mo + 16 x %N. For duplex stainless steels, the pitting corrosion resistance is dependent on the PRE value in both the ferrite phase and the austenite phase, so that the phase with the lowest PRE value will limit the actual pitting corrosion resistance. In SAF™ 2507, the PRE value is equal in both phases, which has been achieved by a careful balancing of the elements. The minimum PRE value for SAF 2507® is 41. This is significantly higher than e.g. the PRE values for other duplex stainless steels of the 25Cr type, which are not 'super-duplex'. As an example, UNS S31260 (25Cr3Mo0.2N) has a PRE value of typically 38. The difference in corrosion resistance by comparative measurements of CPT (Critical Pitting Temperature) is shown in figure 5.
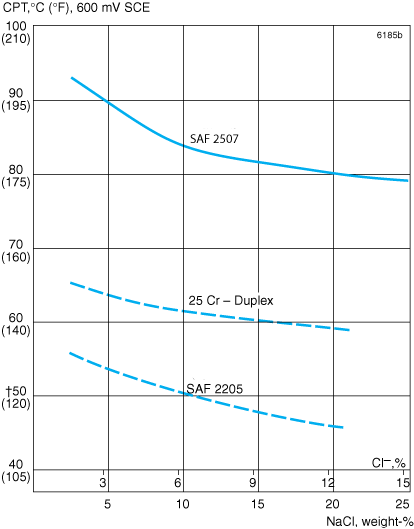
Figure 5. Critical pitting temperatures (CPT) at varying concentrations of sodium chloride, from 3 to 25% (potentiostatic determination at +600 mV SCE with the surface ground to 600 grit paper). The results are taken from the datasheet for SAF™ 2507 tubes and should be interpreted as indicative.
In the solution annealed and quenched condition, SAF™ 2507 passes the pitting and crevice corrosion test, according to ASTM G48 method A at a minimum of 50°C (120 oF).
Stress corrosion cracking
SAF™ 2507 has excellent resistance to chloride-induced stress corrosion cracking, as shown in figure 6.
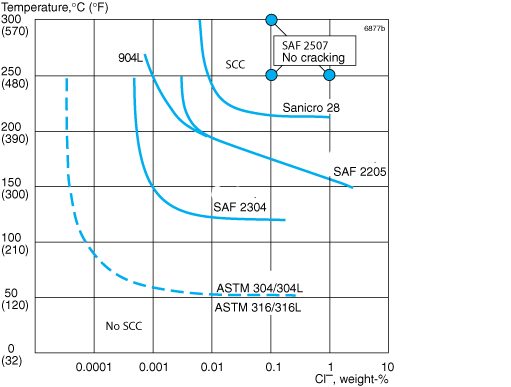
Figure 6. SCC resistance in oxygen-bearing (about 8 ppm) neutral chloride solutions. Testing time 1000 hours. Applied stress is equal to proof strength at testing temperature. The results are taken from the datasheet for SAF™ 2507 tubes and should be interpreted as indicative.
Intergranular corrosion
SAF™ 2507 is a member of the family of modern duplex stainless steels whose chemical composition is balanced to give quick reformation of austenite in the high-temperature heat-affected zone in the weld. This results in a microstructure that gives the material good resistance to intergranular corrosion. Testing, to ASTM A262 Practice E (Strauss test) presents no problem for SAF™ 2507, which passes without reservations.
Erosion corrosion and corrosion fatigue
The superior mechanical properties, combined with the improved corrosion resistance of SAF™ 2507, result in excellent resistance to both erosion corrosion and corrosion fatigue, compared to standard austenitic stainless steels.
For further information regarding corrosion resistance of SAF™ 2507, please see the datasheet for seamless tube and pipe SAF 2507®. The data should be considered in the knowledge that it may not be applicable for thick sections such as forgings.
Forms of supply
Sizes and tolerances
Round-cornered square, as well as round billets, are produced in a wide range of sizes according to the following tables. Larger sizes offered on request.
Surface conditions
Square billets
Unground, spot ground or fully ground condition.
Round billets
Peel turned or black condition.
| Size | Tolerance | Length |
|---|---|---|
| mm | mm | m |
| 80 | +/-2 | 4 - 6.3 |
| 100, 114, 126, 140, 150 | +/-3 | 4 - 6.3 |
| 160, 180, 195, 200 | +/-4 | 4 - 6.3 |
| >200 - 350 | +/-5 | 3 - 5.3 |
Sizes and tolerances apply to the rolled/forged condition.
| Size | Tolerance | Length |
|---|---|---|
| mm | mm | m |
| 75 - 200 (5 mm interval) | +/-1 | max 10 |
| >200 - 450 | +/-3 | 3 - 8 |
| Size | Tolerance | Length |
|---|---|---|
| mm | mm | m |
| 77 - 112 (5 mm interval) | +/-2 | max 10 |
| 124, 134 | +/-2 | max 10 |
| 127, 147, 157 | +/-2 | max 10 |
| 142, 152, 163 | +/-2 | max 10 |
| 168, 178, 188 | +/-2 | max 10 |
| 183, 193 | +/-2 | max 10 |
Other products
- Seamless tube and pipe
- Bar
- Welded tube and pipe
- Fittings and flanges
- Plate, sheet and strip
Heat treatment
Billets are supplied in the hot worked condition. For finished products, the following heat treatment is recommended.
Solution annealing
Slow heating up to 1000°C (1830°F). Annealing at 1050-1120°C (1920-2050°F), followed by quenching in water.
Stress relief heat treatment at 350°C (660 oF) for 5h followed by air cooling
Mechanical properties
Testing is performed separately on solution annealed and quenched test pieces.
The following figures apply to material in the solution annealed and quenched condition.
For small sections, the proof strength values at 20 °C (68 °F) are higher than those listed below.
More detailed information can be supplied on request.
At 20°C (68°F)
| Proof strength | Tensile strength | Elong. | HB |
|---|---|---|---|
| Rp0.2a) | Rm | Ab) | |
| MPa | MPa | % | |
| approx. | |||
| ≥530c) | 750-930c) | ≥25 | 260 |
| Proof strength | Tensile strength | Elong. | HB |
|---|---|---|---|
| Rp0.2a) | Rm | Ab) | |
| ksi | ksi | % | |
| approx. | |||
| ≥77c) | 109-135c) | ≥25 | 260 |
1 MPa = 1 N/mm2
a) Rp0.2 corresponds to 0.2% offset yield strength.
b) Based on L0 = 5.65√S0 , where L0 is the original gauge length and S0the original cross-sectional area.
c) For forgings produced from billets, values according to ASTM A182 are valid.
At high temperatures
The strength of the material decreases to some extent with increasing temperatures. Fig. 2 shows indicative minimum values for proof strength of SAF™ 2507 at high temperatures. More detailed information can be supplied on request.
 Figure 2. Minimum high temperature proof strength for SAF 2507, based on the data sheet for seamless tube and pipe. Since the tubes have thin walls, the values should only be used as indicative values for forgings.
Figure 2. Minimum high temperature proof strength for SAF 2507, based on the data sheet for seamless tube and pipe. Since the tubes have thin walls, the values should only be used as indicative values for forgings.
If SAF™ 2507 is exposed for prolonged periods to temperatures exceeding 250°C (480°F), the microstructure changes, which results in a reduction in impact strength. This effect may alter the behavior of the material at the operating temperature. Contact Alleima for more information.
Impact strength
SAF™ 2507 possesses good impact strength. Figure 3 shows typical impact energy values for SAF™ 2507 bar-steel, in different sizes, at -20°C (-4°F), using standard Charpy V specimens. Samples are taken in the longitudinal direction. The impact energy (Charpy V) at 20°C (68°F) is 100 J (74 ft-lb) min.
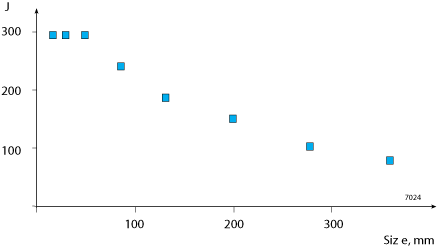 Figure 3. Typical impact energy values at -20° C (-4°F),<br /> for SAF 2507 bar steel.
Figure 3. Typical impact energy values at -20° C (-4°F),<br /> for SAF 2507 bar steel.
Physical properties
| At 20 °C (68 °F), typical values | |
|---|---|
| Density | 7.8 g/cm3 , 0.28 lb/in 3 |
| Modulus of elasticity | 200x103 MPa, 29x103 ksi |
| Specific heat capacity | 480 J/kg °C, 0.12 Btu/lb °F |
| Thermal conductivity | 14 W/m °C, 8 Btu/ft h°F |
| Thermal expansion | 13 x10-6/°C, 7 x10-6/°F |
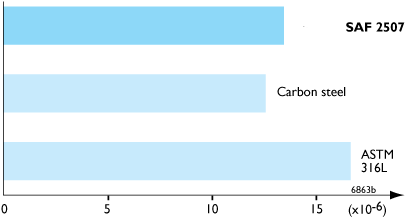
Figure 4. Thermal expansion, per °C (30-100°C, 86-210°F).
SAF™ 2507 has a far lower coefficient of thermal expansion than austenitic stainless steels and can, therefore, possess certain design advantages.
Hot working
SAF™ 2507 is ductile at high temperatures. The deformation resistance increases with decreasing temperatures and hot working should, therefore, be carried out at a material temperature of 1000-1200°C (1830-2190°F). Heating should be slow up to 1000°C (1830°F). If the temperature falls below 1000°C (1830°F) during hot working, there is a risk of sigma phase formation and the material must, therefore, be reheated.
Hot working of finished products in the grade should be followed by solution annealing and quenching in accordance with the recommendations given for heat treatment.
Microstructure
In the solution annealed and quenched condition, SAF™ 2507 has an austenitic-ferritic microstructure and the ferrite content is 35-55%.
Welding
The weldability of SAF™ 2507 is good. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice. Preheating and subsequent heat treatment is normally not necessary.
For SAF™ 2507, heat input of 0.2-1.5 kJ/mm and interpass temperature of <150°C (300°F) are recommended.
Recommended filler metals
GTAW/TIG welding
ISO 14343 S 25 9 4 N L / AWS A5.9 ER2594 (e.g. Exaton 25.10.4.L)
MMA/SMAW welding
ISO 3581 E 25 9 4 N L R / AWS A5.4 E2594-16 (e.g. Exaton 25.10.4.LR)
ISO 3581 E 25 9 4 N L B / AWS A5.4 E2594-15 (e.g. Exaton 25.10.4.LB)
Machining
Machining SAF™ 2507, as with other stainless steels, requires an adjustment to tooling data and machining method in order to achieve satisfactory results. Compared to Sanmac® 2205, the cutting speed must be reduced by approximately 40-50%, when turning SAF™ 2507 with coated, cemented carbide tools. Much the same applies to other operations. Feeds should also be reduced slightly, by 10-15 %, and with care.
Detailed recommendations for the choice of tools and cutting data are provided in the datasheet for Sanmac® 2205.
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.