SAF™ 2205 is a duplex (austenitic-ferritic) stainless steel characterized by:
- High resistance to stress corrosion cracking (SCC) in chloride-bearing environments and environments containing hydrogen sulphide
- High resistance to general corrosion, pitting and crevice corrosion
- High resistance to erosion corrosion and corrosion fatigue
- High mechanical strength - roughly twice the proof strength of austenitic stainless steels
- Physical properties that offer design advantages
- Good weldability
Standards
- UNS: S31803
- EN Number: 1.4462
- EN Name: X2CrNiMoN22-5-3
- W.Nr.: 1.4462
Product standards
EN 10088-3
Suitable for production of flanges etc. according to ASTM A-182 Grade F51
Analysis according to ASTM A-479, UNS S31803.
Certificates
Status according to EN 10 204/3.1
Chemical composition (nominal) %
| C | Si | Mn | P | S | Cr | Ni | Mo | N |
|---|---|---|---|---|---|---|---|---|
| ≤0.025 | ≤1.0 | ≤2.0 | ≤0.030 | ≤0.015 | 22 | 5 | 3.2 | 0.18 |
Applications
Due to its excellent corrosion properties, SAF™ 2205 is a highly suitable material for service in environments containing chlorides and hydrogen sulfide. The material is suitable for use in refineries and in-process solutions contaminated with chlorides. SAF™ 2205 is particularly suitable for heat exchangers, where chloride-bearing water or brackish water is used as a cooling medium. The steel is also suitable for use in dilute sulphuric acid solutions and for handling organic acids, e.g. acetic acid and mixtures.
The high strength of SAF™ 2205 makes the material an attractive alternative to the austenitic steels in structures subjected to heavy loads.
The good mechanical and corrosion properties make SAF™ 2205 an economical choice in many applications, by reducing the life cycle cost of equipment.
| Industrial categories | Typical applications |
|---|---|
| Chemical industry | Flanges |
| Refineries | Valves |
| Petrochemical industry | Fittings |
| Oil & Gas industry | Couplings |
| Rings | |
| Shafts | |
| Forgings | |
| Discs |
Corrosion resistance
General corrosion
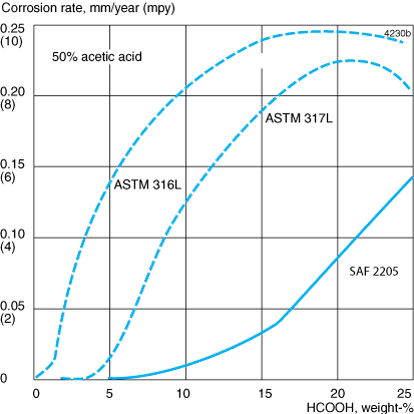
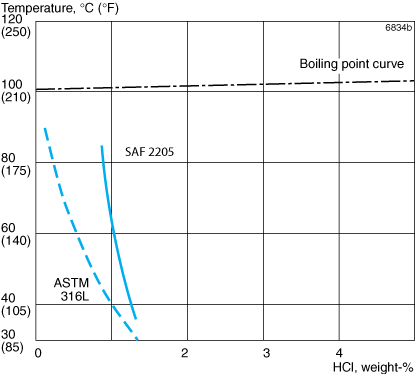
In most media, SAF™ 2205 possesses better resistance to general corrosion than steel types ASTM 316L and 317L. This improved resistance of SAF™ 2205 is illustrated by the isocorrosion diagram for corrosion in sulphuric acid, figure 3, and the diagram showing the corrosion rates in mixtures of acetic and formic acid, figure 4. Figure 5 shows the isocorrosion diagram for SAF™ 2205 in hydrochloric acid.
Impurities that increase corrosivity are often present in acid process solutions. If there is a risk of active corrosion, higher alloyed stainless steels should be chosen, e.g. the austenitic grades Alleima™ 2RK65 and Sanicro® 28, or the super duplex grade SAF™ 2507.
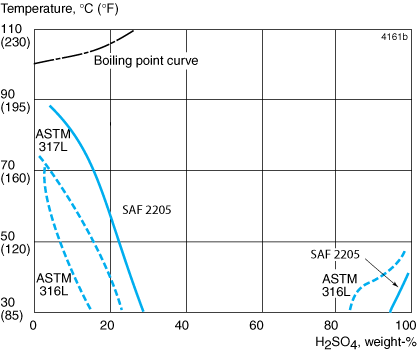 Figure 3. Isocorrosion diagram for SAF 2205, AISI 316L and AISI 317L in sulphuric acid. The curves represent a corrosion rate of 0.1 mm/year (4mpy) in a stagnant test solution.
Figure 3. Isocorrosion diagram for SAF 2205, AISI 316L and AISI 317L in sulphuric acid. The curves represent a corrosion rate of 0.1 mm/year (4mpy) in a stagnant test solution.
Pitting corrosion
The pitting resistance of a steel is determined primarily by its chromium and molybdenum contents, but also by its nitrogen content, slag composition and slag content. A parameter for comparing the resistance of different steels to pitting is the PRE number (Pitting Resistance Equivalent). The PRE is defined as, in weight-%: PRE = % Cr + 3.3 x % Mo + 16 x % N
The PRE numbers for SAF™ 2205 and other materials are given in the following table
| Alloy | % Cr | % Mo | %N | PRE |
|---|---|---|---|---|
| SAF 2205 | 22 | 3.2 | 0.18 | >35 |
| Alloy 825 | 21.5 | 3.0 | - | 31 |
| ASTM 317L | 18 | 3.5 | - | 30 |
| ASTM 316L | 17 | 2.2 | - | 24 |
The ranking given by the PRE number has been confirmed in laboratory tests. This ranking can generally be used to predict the performance of an alloy in chloride-containing environments.
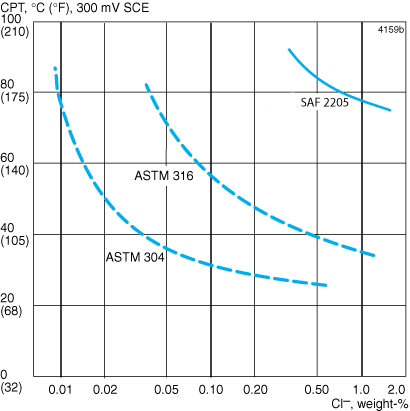
Laboratory determinations of critical temperatures for initiation of pitting (CPT) at different chloride contents are shown in figure 6. The chosen testing conditions have yielded results that agree well with practical experience. Thus, SAF™ 2205 can be used at considerably higher temperatures and chloride contents than ASTM 304 and ASTM 316 without pitting occurring. SAF™ 2205 is, therefore, far more serviceable in chloride-bearing environments than standard austenitic steels.
Stress corrosion cracking
The standard austenitic steels of the ASTM 304L and ASTM 316L types are prone to stress corrosion cracking (SCC) in chloride- bearing solutions at temperatures above 60 °C (140 °F).
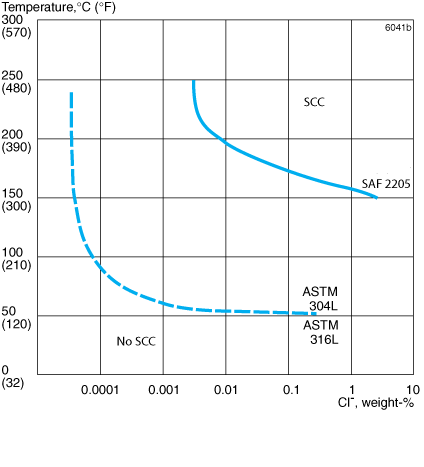
Duplex stainless steels are far less prone to this type of corrosion. Laboratory tests have shown good resistance to stress corrosion cracking of SAF™ 2205. Results from these tests are presented in figure 7. The diagram indicates the temperature-chloride range within which SAF™ 2205 and the standard steels ASTM 304L and ASTM 316L can be used without risk of stress corrosion cracking.
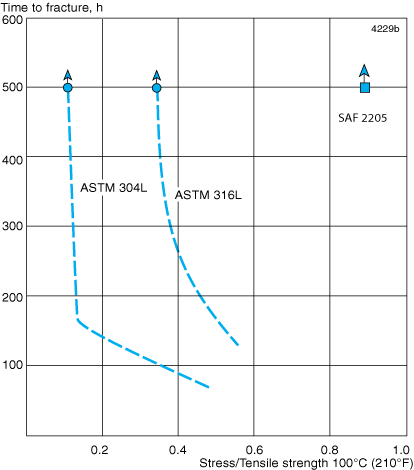
Results of laboratory tests carried out in calcium chloride are shown in figure 8. The tests have been continued to failure or a max. test time of 500h.
The diagram shows that SAF™ 2205 has a much higher resistance to SCC than the standard austenitic steels ASTM 304L and ASTM 316L.
In aqueous solutions containing hydrogen sulphide and chlorides, stress corrosion cracking can also occur in stainless steels at temperatures below 60 oC (140 °F). The corrosivity of such solutions is affected by acidity and chloride content. In direct contrast to ordinary chloride-induced stress corrosion cracking, ferritic stainless steels are more sensitive to this type of stress corrosion cracking, than austenitic steels.
Laboratory tests have shown that SAF™ 2205 possesses good resistance to stress corrosion cracking in environments containing hydrogen sulphide. This has also been confirmed by available operating experience.
In accordance with NACE MR 0175, solution annealed and cold-worked UNS S31803 (SAF™ 2205) is acceptable for use at any temperature up to 450 °F (232 °C) in sour environments, if the partial pressure of hydrogen sulphide does not exceed 0.3 psi (0.02 bar), the proof strength of the material is not greater than 160 ksi (Rp0.2 <1100 MPa), and its hardness is not greater than HRC 36.
Figure 9 shows the results of stress corrosion cracking tests at room temperature in a NACE solution with hydrogen sulphide. The high resistance of SAF™ 2205 is shown in the figure by the fact that very high stresses, about 1.1 times the 0.2% proof strength, are required to induce stress corrosion cracking. The resistance of welded joints is slightly lower. The ferritic chromium steel ASTM 410 fails at considerably lower stress.
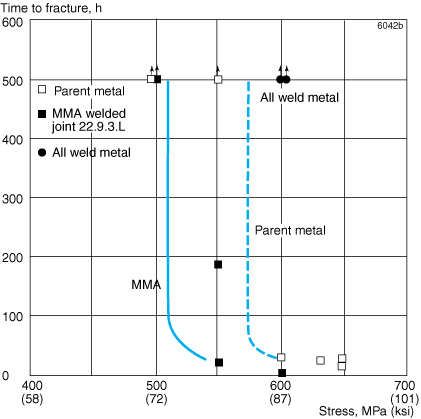 Figure 9. Results of tests according to NACE TM 0177 of SAF 2205 in welded and unwelded condition.
Figure 9. Results of tests according to NACE TM 0177 of SAF 2205 in welded and unwelded condition.
Intergranular corrosion
SAF™ 2205 is a member of the family of modern duplex stainless steels whose chemical composition is balanced in such a way that the reformation of austenite in the heat-affected zone adjacent to the weld takes place quickly. This results in a microstructure that gives corrosion properties and toughness roughly equal to that of the parent metal. Testing according to ASTM A262 PRE (Strauss test) constitutes no problem for welded joints in SAF™ 2205, which pass without reservation.
Crevice corrosion
In the same way as the resistance to pitting can be related to the chromium, molybdenum and nitrogen contents of the steel, so can the resistance to crevice corrosion. SAF™ 2205 possesses better resistance to crevice corrosion than steels of the ASTM 316L type.
Erosion corrosion
Steels of the ASTM 316 type are attacked by erosion-corrosion if exposed to flowing media containing highly abrasive, solid particles, e.g. sand, or to media with very high flow velocities. Its combination of high hardness and good corrosion resistance enables SAF™ 2205 to displays very good resistance under such conditions.
Corrosion fatigue
SAF™ 2205 possesses higher strength and better corrosion resistance than ordinary austenitic stainless steels. It, therefore, also possesses better fatigue strength under corrosive conditions than such steels.
In rotary bending fatigue tests in a 3% NaCl solution (pH = 7; 40 °C (104 °F); 6000 rpm), the following results were obtained. The tabulated values indicate the stress required to bring about rupture after 2 * 107 cycles.
| Steel | Stress level | |||
|---|---|---|---|---|
| Specimen without notch | Specimen with notch | |||
| MPa | ksi | MPa | ksi | |
| SAF™ 2205 | 430 | 62 | 230 | 33 |
| ASTM 316L (17Cr12Ni2.5MoN) |
260 | 38 | 140 | 20 |
For further information regarding corrosion resistance of SAF™ 2205 please refer to datasheet, Seamless tube and pipe - SAF™ 2205. The data should be considered in the knowledge that it may not be applicable for thick sections such as forgings.
Forms of supply
Sizes and tolerances
Round-cornered square, as well as round billets, are produced in a wide range of sizes according to the following tables. Larger sizes offered on request.
Surface conditions
Square billets
Unground, spot ground or fully ground condition.
Round billets
Peel turned or black condition.
| Size | Tolerance | Length |
|---|---|---|
| mm | mm | m |
| 80 | +/-2 | 4 - 6.3 |
| 100, 114, 126, 140, 150 | +/-3 | 4 - 6.3 |
| 160, 180, 195, 200 | +/-4 | 4 - 6.3 |
| >200 - 350 | +/-5 | 3 - 5.3 |
Sizes and tolerances apply to the rolled/forged condition.
| Size | Tolerance | Length |
|---|---|---|
| mm | mm | m |
| 75 - 200 (5 mm interval) | +/-1 | max 10 |
| >200 - 450 | +/-3 | 3 - 8 |
| Size | Tolerance | Length |
|---|---|---|
| mm | mm | m |
| 77 - 112 (5 mm interval) | +/-2 | max 10 |
| 124, 134 | +/-2 | max 10 |
| 127, 147, 157 | +/-2 | max 10 |
| 142, 152, 163 | +/-2 | max 10 |
| 168, 178, 188 | +/-2 | max 10 |
| 183, 193 | +/-2 | max 10 |
Other products
- Seamless tube and pipe
- Welded tube and pipe
- Fittings and flanges
- Strip electrodes and flux for surfacing
- Strip, annealed or cold-rolled to different degrees of hardness
- Plate, sheet and wide strip
- Forged products
- Cast products
Heat treatment
Billets are supplied in the hot worked condition. The following heat treatment is recommended.
Solution annealing
1020 - 1100 °C (1870-2010 °F), rapid cooling in water.
Mechanical properties
Testing is performed on separately solution annealed and quenched test piece.
At 20°C (68°F)
| Proof strength | Tensile strength | Elong. | Hardness Brinell | |
|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | |
| MPa | MPa | MPa | % | |
| ≥450 | ≥500 | 660-860 | ≥25 | ≤270 |
| Proof strength | Tensile strength | Elong. | Hardness Brinell | |
|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | |
| ksi | ksi | ksi | % | |
| ≥65 | ≥73 | 96-125 | ≥25 | ≤270 |
1 MPa = 1 N/mm 2
a) Rp0.2 and Rp1.0 correspond to 0.2% offset and 1.0% offset yield strengths respectively.
b) Based on L0 = 5.65ÖS0 , where L0 is the original gauge length and S0 the original cross-sectional area.
Impact strength
SAF™ 2205 possesses good impact strength both at room temperature and at low temperatures, as is evident from figure 1. The values apply for standard Charpy-V specimens (10 x 10 mm, 0.39 x 0.39 in.).
The impact strength of welded SAF™ 2205 is also good, although the impact strength values in the as-welded condition are slightly lower than for weld-free material. Tests have shown that the impact strength of material, welded by means of gas-shielded arc welding, is good in both the weld metal and the heat-affected zone down to -50°C (-58°F). At this temperature, the impact strength is a minimum of 27J (20 ft lb). If very high impact strength demands are made on the weld metal at low temperatures, solution annealing is recommended. This restores the impact strength of the weld metal to the same level as that of the parent metal.
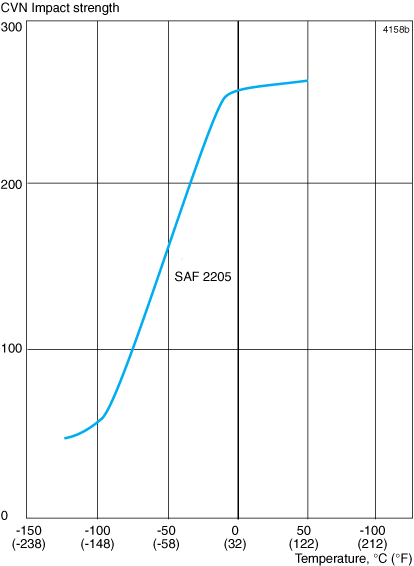
Figure 1. Curve showing typical impact strength values (Charpy-V) for SAF 2205. Specimen size 10x10 mm (0.39 x 0.39 in.).
At high temperatures
If SAF™ 2205 is exposed to temperatures exceeding 280 °C (540 °F) for prolonged periods, the microstructure changes which results in a reduction in impact strength. This effect may alter the behavior of the material at the operating temperature. Contact Alleima for advice. Testing is performed on separately solution annealed and quenched test piece.
Physical properties
Density: 7.8 g/cm3, 0.28 lb /in3
| Temperature, °C | J/(kg °C) | Temperature, °F | Btu/(lb °F) |
|---|---|---|---|
| 20 | 480 | 68 | 0.11 |
| 100 | 500 | 200 | 0.12 |
| 200 | 530 | 400 | 0.13 |
| 300 | 550 | 600 | 0.13 |
| 400 | 590 | 800 | 0.14 |
Thermal conductivity
| Temperature,°C | 20 | 100 | 200 | 300 | 400 |
|---|---|---|---|---|---|
| W/(m °C) | |||||
| SAF 2205 | 14 | 16 | 17 | 19 | 20 |
| ASTM 316L | 14 | 15 | 17 | 18 | 20 |
| Temperature, °F | 68 | 200 | 400 | 600 | 800 |
|---|---|---|---|---|---|
| Btu/(ft h °F) | |||||
| SAF 2205 | 8 | 9 | 10 | 11 | 12 |
| ASTM 316L | 8 | 9 | 10 | 10 | 12 |
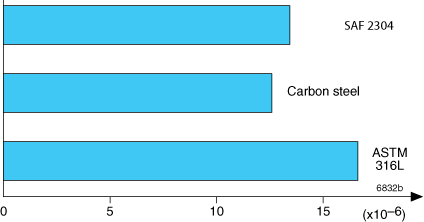
Thermal expansion, mean values in temperature ranges (X10-6)
| Temperature, °C | 30-100 | 30-200 | 30-300 | 30-400 |
|---|---|---|---|---|
| Per °C | ||||
| SAF 2205 | 13.0 | 13.5 | 14.0 | 14.5 |
| Carbon steel | 12.5 | 13.0 | 13.5 | 14.0 |
| ASTM 316L | 16.5 | 17.0 | 17.5 | 18.0 |
| Temperature, °F | 86-200 | 86-400 | 86-600 | 86-800 |
|---|---|---|---|---|
| Per °F | ||||
| SAF 2205 | 7.0 | 7.5 | 8.0 | 8.0 |
| Carbon steel | 6.8 | 7.0 | 7.5 | 7.8 |
| ASTM 316L | 9.0 | 9.5 | 9.8 | 10.0 |
SAF™ 2205 has a far lower coefficient of thermal expansion than austenitic stainless steels and can therefore offer certain design advantages.
| Temperature, °C | MPa | Temperature, °F | ksi |
|---|---|---|---|
| 20 | 200 | 68 | 29.0 |
| 100 | 194 | 200 | 28.2 |
| 200 | 186 | 400 | 27.0 |
| 300 | 180 | 600 | 26.2 |
1) (x103 )
Hot working
The hot forming range for SAF™ 2205 is 950-1200°C (1740-2190°F), followed by quenching in air or water. Subsequent heat treatment should be carried out in accordance with the recommendations given for heat treatment.
Welding
The weldability of SAF™ 2205 is good. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice. Preheating and subsequent heat treatment are normally not necessary
For SAF™ 2205, heat input of 0.5-2.5 kJ/mm and interpass temperature of <150°C (300°F) are recommended.
Recommended filler metals
TIG/GTAW or MIG/GMAW welding
ISO 14343 S 22 9 3 N L / AWS A5.9 ER2209 (e.g. Exaton 22.8.3.L)
MMA/SMAW welding
ISO 3581 E 22 9 3 N L R / AWS A5.4 E2209-17 (e.g. Exaton 22.9.3.LR)
ISO 3581 E 22 9 3 N L B / AWS A5.4 E2209-15 (e.g. Exaton 22.9.3.LB)
Machining
The machining of SAF™ 2205, as with other stainless steels, requires an adjustment of tooling data and machining method in order to achieve satisfactory results. Compared to Sanmac® 2205, the cutting speed must be reduced by approximately 20-30% when turning SAF™ 2205 with coated cemented carbide tools. Much the same applies to other operations. Feeds should only be reduced slightly and with care.
Detailed recommendations for the choice of tools and cutting data are provided in the datasheet for Sanmac® 2205.
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.