Crude oil contains impurities that can cause heavy corrosion in various parts of the refinery. Refiners must deal with multiple challenges if they want to process the heavier, or so-called “opportunity” crudes.
A range of corrosion problems can arise in Crude Distillation Units (CDUs) and overhead condensers because of crude impurities and inefficient desalting. Some overhead systems experience severe corrosion and fouling that increase the atmospheric column operating pressure, reduce the distillate yield, or require tube bundle changes at intervals less than 4-6 year turnarounds. Some crude columns must be shutdown to remove salts deposited on internal surfaces.
Material selection for any equipment depends on service conditions in terms of temperature, pressure, and corrosive media such as sulfur, chlorides, and acids. The material selection of equipment built many years ago was based on past prevailing conditions. In many cases where the selected materials were a borderline choice, the increased severity of operating conditions could result in failures, necessitating an upgrade in metallurgy. Carbon steel, Admiralty Brass, Monel, Stainless Steels (including the duplex family), Nickel alloys and Titanium have traditionally been used to make CDU overhead condenser tubes. Advances in modern materials technology are empowering chemical engineers and asset managers to reduce corrosion in CDU overhead condenser tubes and to improve the performance and life of condensers.
Conventional Challenges
The most severe corrosion problems happen at the top of the distillation tower and overhead condensers, where a corrosive condensate can form. When processing difficult-to-desalt crudes, salt content entering the heater can be high. Ca and Mg chloride salts hydrolyze in the atmospheric heater, producing large amounts of HCl. Below the dew point, water condenses into droplets and can dissolve the HCl gas in the overhead column. It makes the liquid acidic and can cause severe corrosion in carbon steel. Ammonia or amine neutralizer is used for the neutralization of acidic conditions. However, this can cause stress corrosion cracking (SCC) in admiralty brass and other copper alloys. The formation of Ammonium Chloride can also result in under-deposit corrosion.
These conditions necessitate using materials resistant to general corrosion, pitting corrosion, under-deposit corrosion, fouling, SCC, and Naphthenic Acid corrosion. Some of these corrosion mechanisms could cause failures much before the regular major maintenance shutdown schedules every 4-6 years and could cause loss of production.










Innovative Changes
Alleima is a world-leading developer and manufacturer of advanced stainless steel and special alloys, has pushed ahead with a breakthrough material solution to solve problems faced in such challenging applications.
Sanicro®35 (UNS: N08935) from Alleima is an alloy combining the best features of stainless steels and nickel alloys. This grade has excellent corrosion resistance for service in CDU overhead condenser tubes, seawater applications, and other highly corrosive environments. Sanicro® 35 has a stable, fully austenitic microstructure.
| C | Si | Mn | P | Cr | Ni | Mo | Cu | Other | Fe |
| <0.03 | 0.2 | 0.64 | <0.03 | 27 | 35 | 6.5 | 0.16 | N=0.3 | Balance |
The grade is characterized by:
- Excellent resistance to pitting and crevice corrosion
- Excellent resistance to stress corrosion cracking (SCC)
- High resistance to general corrosion in acid and caustic environments
- High resistance to erosion-corrosion
- Very high mechanical strength
- Good weldability using nickel alloy consumables
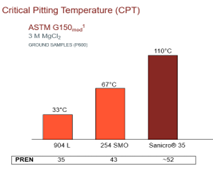
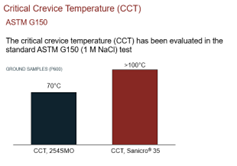
The high Pitting Resistance Equivalent Number (PREN) of 52, a Critical Pitting Temperature (CPT) of 110°C, and a Critical Crevice Temperature (CCT) of 100°C means that it can handle pitting and crevice corrosion challenges. PREN of Sanicro® 35 is even higher than Alloy 625.
Due to its extremely good pitting and crevice corrosion properties, Sanicro® 35 is particularly suitable for applications where seawater is used for cooling or heating. It has been proven in corrosion tests in natural and chlorinated seawater at higher temperatures. The alloy performed better than Alloy 625 in natural seawater at 30°C.
| Seawater condition | Sanicro® 35 | Alloy 625 | ||
| Pitting | Crevice | Pitting | Crevice | |
| 30°C Natural | OK | OK | OK | Not OK |
| 45°C Chlorinated (0.5 ppm Cl) | OK | - | OK | - |
| 80°C Chlorinated (0.5 ppm Cl) | OK | - | OK | - |
The grade has good resistance to hydrochloric acid compared to stainless steels with a lower chromium and molybdenum content. It can be helpful in environments where hydrochloric acid is present. Below the dew point, water condenses into droplets in the overhead column and can dissolve large amounts of HCl gas. This makes the local conditions acidic. Sanicro® 35 has very good resistance to corrosion due to HCl.
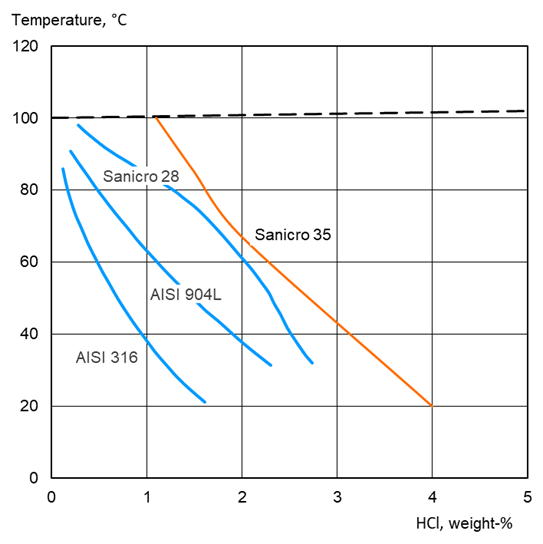 Isocorrosion in hydrochloric acid. The curves represent a corrosion rate of 0.1 mm/year (4 mpy)
Isocorrosion in hydrochloric acid. The curves represent a corrosion rate of 0.1 mm/year (4 mpy)
Ordinary austenitic steels of the ASTM 316 type are susceptible to chloride-induced SCC in chloride-bearing solutions at temperatures above about 60°C (140°F). This susceptibility declines with increasing nickel content. Chromium contents above 20% can also be beneficial. In a 40% calcium chloride solution, Sanicro® 35 showed no cracking or corrosion after 500 hours of constant load testing, corresponding to 90% of the actual ultimate tensile strength (UTS) at 100°C.
Welding
Sanicro® 35 has good weldability and preheating and post-weld heat treatment are not required. A suitable method for fusion welding the material is TIG welding (GTAW). Ar + 2% N2 is recommended as shielding gas and backing gas to achieve the best combination of mechanical properties and corrosion resistance of the welded joints. Nickel alloy UNS N06059 (ERNiCrMo-13, NiCr23Mo16) wire or rod is recommended as filler material for gas shielded arc welding. Welding should be undertaken with low heat input, a maximum of 1.2 kJ/mm, and an interpass temperature of 100 °C. The weldability is verified in ASME IX testing and the joints with high structural stability are obtained.
 Weld joint of Sanicro 35 obtained with UNS N06059 filler wire
Weld joint of Sanicro 35 obtained with UNS N06059 filler wire
Making a Difference
Sanicro® 35 is an effective and economical solution for CDU overhead condenser tubes. It is available in bar, tube, and plate and has good weldability compared to other grades used in this way. It also has excellent or high resistance to challenges such as pitting, crevice, SCC, and acid corrosion and represents an important advance in materials technology.