SAF® 2707 HD is a high-alloy duplex (austenitic-ferritic) stainless steel for service in highly corrosive conditions. The grade is particularly suited for use in aggressive acidic and chloride containing environments.
SAF® 2707 HD characteristics:
- Excellent resistance to pitting and crevice corrosion
- Excellent resistance to stress corrosion cracking (SCC) in chloride containing environments
- High resistance to general corrosion in acidic environments
- Excellent resistance to erosion corrosion
- Excellent corrosion fatigue properties
- Extremely high mechanical strength
- Physical properties that offer design advantages
- Good weldability
Standards
- UNS: S32707
- EN Number: 1.4658
Product standards
Seamless and welded tube and pipe: ASTM A789, A790
Approvals
ASME BPV Code, Section VIII, Divsion 1.
Particular Material Appraisal (PMA), austenitic-ferritic steel SAF® 2707HD (seamless tube):
PED (Pressure Equipment Directive) 2014/68/EU and AD2000.
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|
| ≤0.030 | ≤0.5 | ≤1.5 | ≤0.035 | ≤0.010 | 27 | 6.5 | 4.8 |
Others
N=0.4
Co=1.0
Applications
Typical applications for SAF® 2707 HD are tubular heat exchangers operating in process industries, such as oil refineries, petrochemical and chemical plants.
Corrosion resistance
General corrosion
SAF® 2707 HD is highly resistant to organic acid corrosion, e.g. formic acid and acetic acid, see Figures 2 to 5. It also remains resistant in contaminated acid. The alloy is, therefore, a competitive alternative to high alloyed austenitic stainless steels and Ni-base alloys in applications where standard austenitic stainless steels corrode at a high rate.
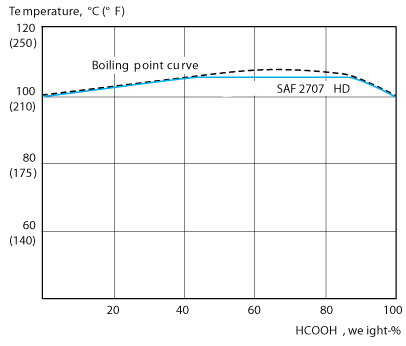
Figure 2. Isocorrosion diagram in naturally aerated formic acid. The curve
represents a corrosion rate of 0.1mm/year (4mpy) in a stagnant test solution.
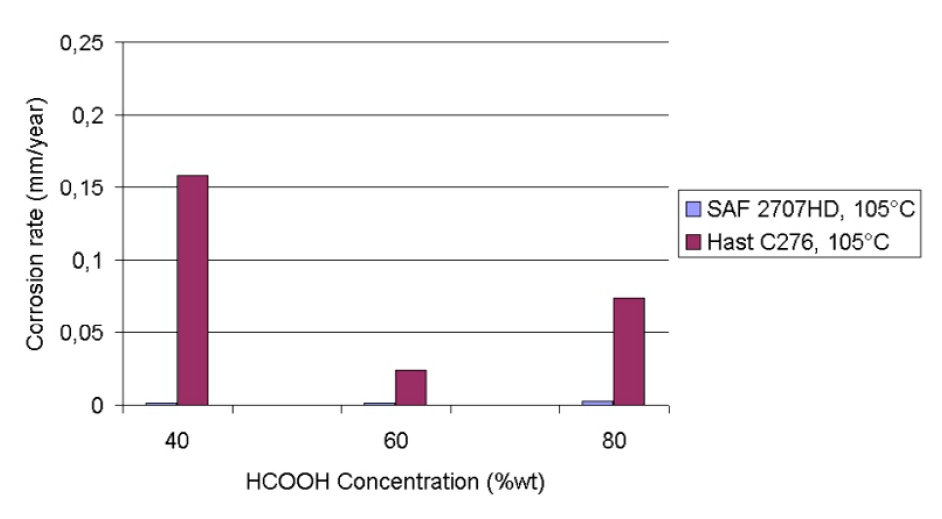
Figure 3. General corrosion resistance of SAF® 2707 HD and Hastelloy C276 in various concentrations of formic acid at 105°C.
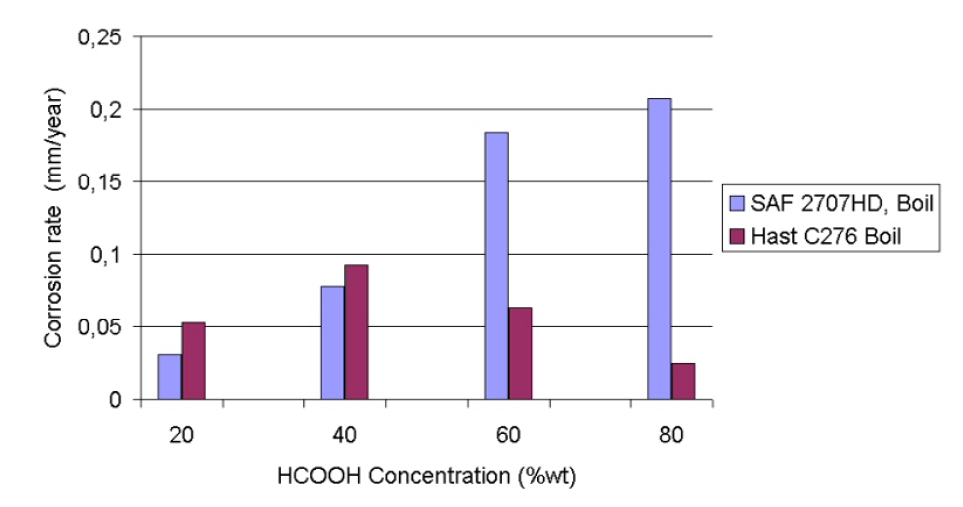
Figure 4. Corrosion rates of SAF® 2707 HD and Hastelloy C276 in boiling formic acid at various concentrations.
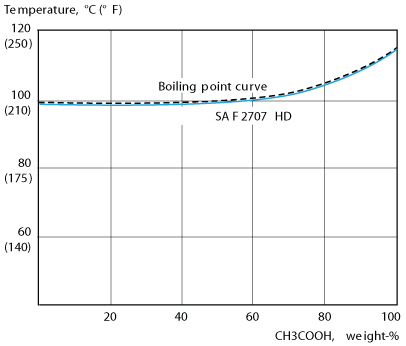
Figure 5. Isocorrosion diagram in naturally aerated acetic acid. The curve
represents a corrosion rate of 0,1mm/year (4mpy) in a stagnant test solution.
Resistance to inorganic acids is comparable to, or even better than that of high alloy austenitic stainless steels in certain concentration ranges.
Figure 6 shows an isocorrosion diagram for sulphuric acid, where the resistance of SAF® 2707 HD in up to 50% H2SO4 exceeds the resistance of SAF® 2507 and 316L.
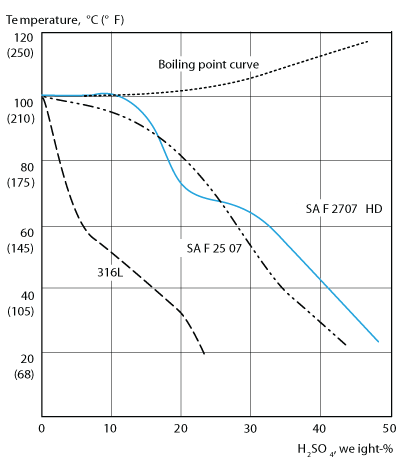
Figure 6. Isocorrosion diagram in naturally aerated sulphuric acid. The curves
represent a corrosion rate of 0.1 mm/year (4 mpy) in a stagnant test solution.
Pitting and crevice corrosion
The pitting and crevice corrosion resistance of stainless steel is primarily determined by the content of chromium, molybdenum and nitrogen. An index for comparing the resistance to pitting and crevice corrosion in chloride environments is the PRE number (Pitting Resistance Equivalent). The PRE is defined as, in weight % : PRE=%Cr + 3.3x%Mo + 16x%N.
The minimum PRE value for SAF® 2707 HD is 48.
One of the most severe pitting corrosion tests, applied to stainless steels, is ASTM G48 i.e. exposure to 6% FeCl3. In a modified version of the ASTM G48A test, the sample is exposed for periods of 24 hours. When pits are detected, together with a substantial weight loss (> 5 mg), the test is interrupted. Otherwise, the temperature is increased by 5°C (9°F) and the test continued with the same sample.
The corrosion resistance of SAF® 2707 HD in oxidizing chloride solutions is illustrated by critical pitting temperature (CPT), determined in a "Green-Death" solution (1% FeCl3 + 1%CuCl2 + 11% H2SO4 + 1.2%HCl).
The crevice corrosion test was performed in 6% FeCl3 with a crevice specified in the MTI-2 procedure, where an artificial crevice is mounted on the sample with a torque of 0.28 Nm. The values obtained and a comparison with SAF® 2507 are given in Figure 7. All test results show significantly higher values for SAF® 2707 HD than for SAF® 2507.
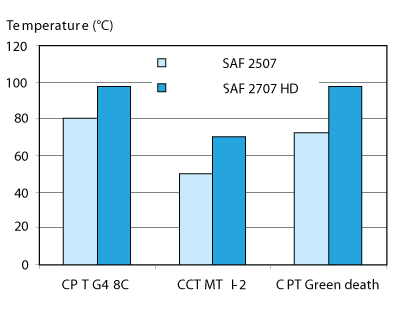
Figure 7. Critical pitting temperature measured in modified G48A and "Green death". Critical crevice corrosion temperature obtained in testing with a crevice specified in the MTI-2 procedure.
Potentiostatic tests in solutions with different chloride contents are reported in Figure 8. The CPT value for SAF® 2707 HD is significantly better than for SAF® 2507 in highly concentrated chloride solutions. Figure 9 shows the effect of increased acidity. SAF® 2707 HD shows higher CPT values than austenitic stainless steels of the 6Mo+N type, especially at low pH values. In both cases the applied potential is 600mV vs SCE, a very high value compared with that which could be expected in natural, unchlorinated seawater, resulting in lower critical temperatures compared with most practical service conditions.
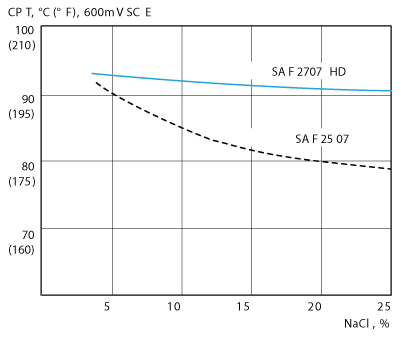
Figure 8. Critical pitting temperatures (CPT) at varying concentrations of sodium chloride, from 3 to 25% (potentiostatic determination at +600mV SCE with surface ground with 220 grit paper).
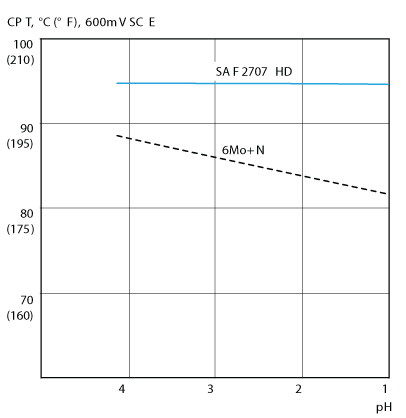
Figure 9. Critical pitting temperatures (CPT) in 3% NaCl with varying pH (potentiostatic determination at +600mV SCE with surface ground with 220 grit paper).
Full scale extended heat exchanger tests in chlorinated natural seawater heated to two different temperatures.
The very good pitting corrosion results in laboratory tests have also been verified in full scale extended heat exchanger tests in chlorinated natural seawater. The residual chlorine content was 0.5 ppm.
Model heat exchangers and heat exchanger tubing in SAF® 2707 HD and SAF® 2507, welded into UNS S32750 tube sheets and SAF® 2205 welded into a UNS S32205 tube sheet were tested for 6 months at each temperature. The inlet temperature of the seawater was 35°C with a seawater flow rate inside the tubes of 1 m/s. Heat was applied from the shell side with external heating elements and thus a heat flux through the tubes was achieved. As the results in the table show, no pitting was observed on SAF® 2707 HD when the tube skin temperature on the seawater side was 70°C, after tubes were heated from the outside at a temperature of 105°C. At this temperature, SAF® 2507 experienced pitting, but passed at 50°C. SAF® 2205 was attacked by pitting at both temperatures.
| PRE | T(skin-out)/T(skin-in), oC | ||
|---|---|---|---|
| 65/50 | 105/70 | ||
| SAF® 2707 HD | ≥48 | NA* | NA* |
| SAF® 2507 | ≥42.5 | NA* | P* |
| SAF® 2205 | ≥35 | P* | P* |
* NA denotes no attack, P denotes pitting
Stress corrosion cracking
The stress corrosion cracking resistance of SAF® 2707 HD in chloride environments is excellent.
SCC resistance of SAF® 2707 HD in chloride solutions at high temperatures is illustrated in Figure 10. In these tests, there were no signs of SCC up to 1000 ppm Cl-/300°C (572oF) and 10000 ppm Cl-/250°C (482oF).
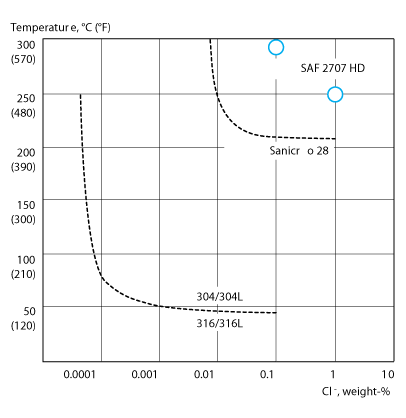
Figure 10. SCC resistance in oxygen-bearing (abt. 8 ppm) neutral chloride solutions. Testing time 1000 hours. Applied stress equal to proof strength at testing temperature.
Fabrication
Bending
The force needed for bending SAF® 2707 HD is higher than that for standard austenitic stainless steels, which is a natural consequence of higher proof strength. However, cold bending can be carried out with normal bending methods, and owing to its good ductility, SAF® 2707 HD can be bent to very close bending radii. Normally, there is no need for subsequent heat treatment. Heat treatment, if any, should be carried out by solution or resistance annealing.
For pressure vessel applications using cold bent tubes, special conditions may apply regarding the minimum bending radii allowed without subsequent heat treatment.
Expanding
Compared to austenitic stainless steels, SAF® 2707 HD has higher proof and tensile strengths. This must be kept in mind when expanding tubes into tubesheets. Normal expanding methods can be used, but the expansion requires higher initial force and should be undertaken in a one-step operation. If the service conditions include a high chloride concentration, tube to tubesheet joints should generally be welded, in order to reduce the risk of crevice corrosion.
Machining
Being a dual phase material (austenitic-ferritic), SAF® 2707 HD will present a different tool wear profile from that of austenitic stainless steels. The cutting data (speed and feed) must, therefore, be lower than that recommended for austenitic grades. Further information is available on request.
Forms of supply
Seamless tube
Seamless tubes in SAF® 2707 HD can be supplied in typical heat exchanger tube dimensions. Tubes are generally delivered solution annealed, with a pickled or light ground surface condition.
Heat treatment
Tubes are normally delivered in the heat treated condition. If additional heat treatment is needed due to further processing, solution annealing is recommended. Please contact Alleima for further information.
Mechanical properties
The following figures apply to solution annealed seamless tubes with wall thicknesses up to 4 mm.
At 20°C (68°F)
| Proof strength, MPa | Tensile strength, MPa | Elongation, % | Hardness, HRC | ||
|---|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | A2" | |
| ≥700 | ≥800 | 920-1100 | ≥25 | ≥25 | ≤34 |
| Proof strength, ksi | Tensile strength, ksi | Elongation, % | Hardness, HRC | ||
|---|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | A2" | HRC |
| ≥101 | ≥116 | 133-160 | ≥25 | ≥25 | ≤34 |
1MPa = 1N/mm2
a) Rp0.2 and Rp1.0 correspond to 0.2% offset and 1.0% offset yield strength, respectively.
b) Based on L0 = 5.65 √S0 where L0 is the original gauge length and S0 the original cross-section area.
At high temperatures
If SAF® 2707 HD is exposed to temperatures exceeding 250°C (480°F) for prolonged periods, the microstructure changes, resulting in a reduction in impact strength. This does not necessarily affect the behavior of the material at the operating temperature. For example, heat exchanger tubes can be used at higher temperatures with no detrimental effects. Contact Alleima for more information.
| Temperature, °C | Proof strength, MPa | Tensile strength, MPa | |
|---|---|---|---|
| Rp0.2a | Rp1.0a | Rm | |
| min. | min. | min. | |
| 50 | 645 | 760 | 900 |
| 100 | 600 | 670 | 850 |
| 150 | 560 | 640 | 840 |
| 200 | 540 | 590 | 830 |
| 250 | 510 | 570 | 810 |
| 300 | 500 | 560 | 790 |
| Temperature, °F | Proof strength, ksi | Tensile strength, ksi | |
|---|---|---|---|
| Rp0.2a | Rp1.0a | Rm | |
| min. | min. | min. | |
| 100 | 93 | 113 | 132 |
| 200 | 87 | 98 | 124 |
| 300 | 81 | 93 | 122 |
| 400 | 78 | 85 | 120 |
| 500 | 74 | 82 | 117 |
| 600 | 72 | 81 | 114 |
Impact strength
SAF® 2707 HD possesses very good impact strength. Figure 1 shows impact energy (KCV). The ductile-brittle transition temperature is below -50°C (-58°F).
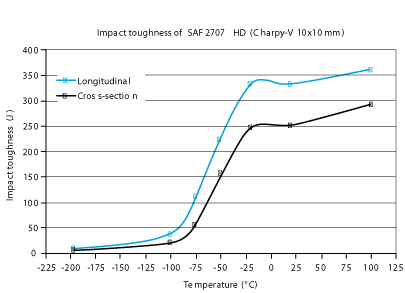
Figure 1. Impact energy curve for SAF® 2707 HD using standard Charpy V specimens 10 x 10mm (average of 3 at each temperature). The samples are taken in the longitudinal and transversal direction from 200 x13 mm hot extruded and solution annealed (1100oC / 2012oF) tube.
Physical properties
Density: 7.8 g/cm3, 0.28lb/in3
Specific heat capacity
| Temperature, °C | J/(Kg °C) | Temperature, °F | Btu/(lb °F) |
|---|---|---|---|
| 20 | 470 | 68 | 0.11 |
| 100 | 495 | 200 | 0.12 |
| 200 | 530 | 400 | 0.13 |
| 300 | 560 | 600 | 0.13 |
| 400 | 590 | 800 | 0.14 |
Thermal conductivity
| Temperature, °C | 20 | 100 | 200 | 300 | 400 |
|---|---|---|---|---|---|
| SAF® 2707 HD | 12 | 14 | 16 | 18 | 19 |
| AISI 316L | 14 | 15 | 17 | 18 | 20 |
1) W/(m °C)
| Temperature, °F | 68 | 200 | 400 | 600 | 800 |
|---|---|---|---|---|---|
| SAF® 2707 HD | 7 | 8 | 9 | 10 | 11 |
| AISI 316L | 8 | 9 | 10 | 10 | 12 |
1) Btu/(ft h °F)
Thermal expansion
SAF® 2707 HD has a coefficient of thermal expansion at the same level as carbon steel. The values given are average values in the temperature ranges.
| Temperature, °C | 30-100 | 30-200 | 30-300 | 30-400 |
|---|---|---|---|---|
| SAF® 2707 HD | 12.5 | 13 | 13.5 | 14 |
| ASTM 316L | 16.5 | 17 | 17.5 | 18 |
1) x10-6/°C
| Temperature, °F | 86-200 | 86-400 | 86-600 | 86-800 |
|---|---|---|---|---|
| SAF® 2707 HD | 7 | 7.5 | 7.5 | 7.5 |
| ASTM 316L | 9.5 | 9.5 | 10 | 10 |
1) x10-6/°F
| Temperature, °C | µΩm | Temperature, °F | µΩin. |
|---|---|---|---|
| 22 | 0.75 | 72 | 29.5 |
| Temperature, °C | MPa | Temperature, °F | ksi |
|---|---|---|---|
| 20 | 197 | 68 | 28.5 |
| 100 | 189 | 200 | 27.5 |
| 200 | 178 | 400 | 25.7 |
| 300 | 168 | 600 | 24.2 |
1) ( x103 )
Welding
The weldability of SAF® 2707 HD is good. Welding must be carried out without preheating and subsequent heat treatment is normally not necessary. Suitable method of fusion welding is gas tungsten arc welding GTAW/TIG with shielding gas of Ar+2% N2. For tube to tubesheet welding, it is recommended to use Ar+3% N2 as shielding gas to have proper weld metal structure.
For SAF® 2707 HD, heat input of 0.2-1.5 kJ/mm and interpass temperature of <100°C (210°F) are recommended.
Recommended filler metals
GTAW/TIG welding
Exaton 27.7.5.L
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.