Alleima® 2RK65 is a high-alloy austenitic stainless steel intended for use under severe corrosive conditions within the process industry. The grade is characterized by:
- Very good resistance to attacks in acidic environments, e.g. sulfuric, phosphoric and acetic acid
- Very good resistance to pitting in neutral chloride-bearing solutions
- Much better resistance to crevice corrosion than steels of the ASTM 304 and ASTM 316 types
- Very good resistance to stress corrosion cracking
- Good weldability
Standards
- ASTM: '904L'
- UNS: N08904
- ISO: 4539-089-04-I
- EN Number: 1.4539
- EN Name: X1NiCrMoCu25-20-5
Product standards
- ASTM A213 (seamless/welded tube)
- ASTM A269 (seamless/welded tube)
- ASTM A312 (seamless/welded pipe)
- ASTM A240 (plate and sheet)
- ASTM A276, A479, A484 (bar)
- ASTM B677 (seamless tube and pipe)
- EN 10216-5 (seamless tube and pipe)
Approvals
- Approved for use in ASME Boiler and Pressure Vessel Code section VIII, div. 1 construction
- VdTÜV-Werkstoffblatt 421 (Austenitischer Walz-und Schmiedestahl)
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu |
|---|---|---|---|---|---|---|---|---|
| ≤0.020 | 0.5 | 1.8 | ≤0.025 | ≤0.015 | 20 | 25 | 4.5 | 1.5 |
Applications
Typical applications for Alleima® 2RK65 are found in oil refineries and within the chemical and petrochemical industry. Alleima® 2RK65 is also used within the pulp and paper industry, the mineral and metallurgical industry, the food industry, in seawater cooling and in many other fields.
The grade is an excellent alternative to standard austenitic stainless steels in heat exchangers using high-temperature water with chloride contamination.
Corrosion resistance
General corrosion
The steel was originally developed for use in sulfuric acid. Its good resistance is achieved by virtue of a high molybdenum content and alloying with copper. Figure 1 is an isocorrosion diagram for Alleima® 2RK65, Sanicro® 28 and ASTM 316L in deaerated sulfuric acid.
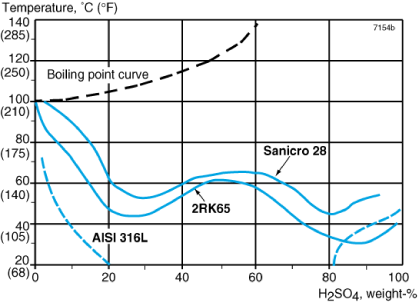 Figure 1. Isocorrosion diagram for Alleima® 2RK65, Sanicro® 28 and ASTM 316L in deaerated sulfuric acid at a corrosion rate of 0.1 mm/year (4 mpy) in stagnant solution.
Figure 1. Isocorrosion diagram for Alleima® 2RK65, Sanicro® 28 and ASTM 316L in deaerated sulfuric acid at a corrosion rate of 0.1 mm/year (4 mpy) in stagnant solution.
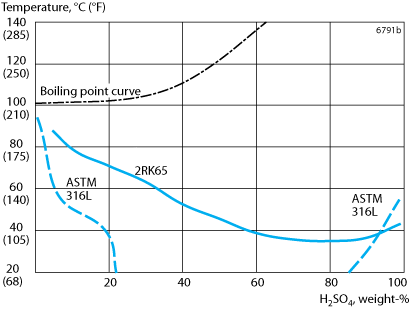
Figure 2 shows the isocorrosion diagram for the above steels but in naturally aerated sulfuric acid.
Technical phosphoric acid manufactured by means of the 'wet' method contains varying amounts of impurities from the starting material, the phosphate rock. The most dangerous of these impurities are chlorides, Cl-, and fluorides in free form, F-. Alleima® 2RK65 has been used with success in many applications in phosphoric acid plants and for the handling of technical acid. However, for the severest corrosion conditions, Sanicro® 28, which was developed especially for phosphoric acid applications, provides superior corrosion resistance.
In pure acetic acid, both Alleima® 2RK65 and ASTM 316L are completely resistant at all temperatures and concentrations at atmospheric pressure. At elevated temperatures and pressures, however, ASTM 316L will corrode while Alleima® 2RK65 will remain resistant. Experience from acetic acid production has shown that acetic acid contaminated with formic acid is always corrosive. In acid of this kind, Alleima® 2RK65 is far more resistant than ASTM 316L, see table 1 below. Practical operating experience has confirmed the superiority of Alleima® 2RK65 to ASTM 317L as well.
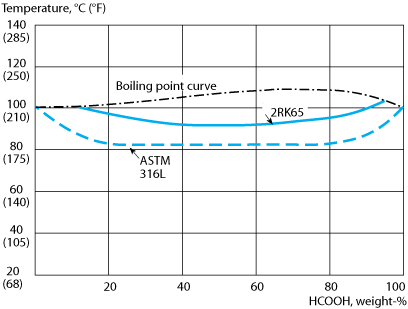
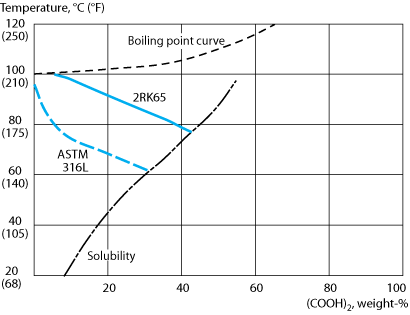
In formic acid, high-alloy Alleima® 2RK65 shows better resistance than conventional steels of the ASTM 316L type, see Figure 3. In oxalic acid Alleima® 2RK65 shows better performance than ASTM 316L, see Figure 4. 2RK65 is resistant (corrosion rate <0.1 mm/year) in lactic acid at all concentrations at temperatures up to or slightly below the boiling point at atmospheric pressure. This means a corrosion resistance similar to or slightly better than of ASTM 316L in lactic acid. Due to its molybdenum content, Alleima® 2RK65 is less resistant to nitric acid than steels of the ASTM 304L and ASTM 310L types, which are commonly used in these environments.
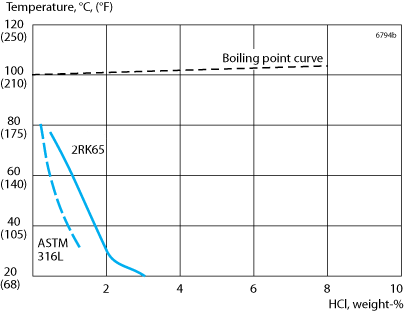
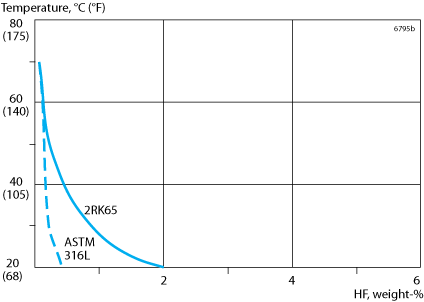
High molybdenum content is an advantage in hydrochloric acid, and Alleima® 2RK65, with its 4.5% Mo is consequently far more resistant than, for example, ASTM 316L. Alleima® 2RK65 is therefore suitable for use in chemical process solutions containing small amounts of hydrochloric acid. The isocorrosion diagram is presented in Figure 5. The risk of pitting should, however, be kept in mind. Also in hydrofluoric acid Alleima® 2RK65 benefits from its high molybdenum content, although hydrofluoric acid is an even more aggressive acid compared to hydrochloric acid, see isocorrosion diagram in Figure 6.
Table 1. results of laboratory tests lasting 1+3+3 days in boiling mixtures of acetic and formic acid.
| Acetic acid % | Formic acid % | Corrosion rate | mpy | ASTM 316L | mpy |
|---|---|---|---|---|---|
| Alleima 2RK65 | |||||
| mm/year | mm/year | ||||
| 10 | 10 | 0.09 | 3.6 | 0.35 | 14 |
| 25 | 10 | 0.07 | 2.8 | 0.33 | 13 |
| 30 | 10 | 0.10 | 4.0 | 0.29 | 12 |
| 50 | 10 | 0.10 | 4.0 | 0.27 | 11 |
Due to its high chromium and nickel contents, Alleima® 2RK65 possesses much better resistance in sodium hydroxide than ASTM 304 and ASTM 316, see Figure 7.
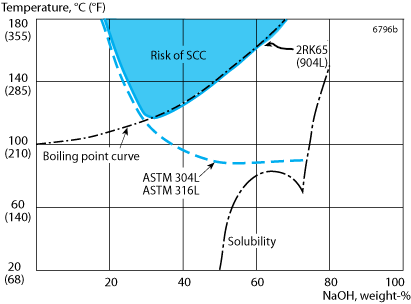
As can be seen, the risk of stress corrosion cracking (SCC) increases at high temperatures. This risk is enhanced if chlorides are present. The alloy Sanicro® 28 provides better resistance against stress corrosion cracking and also general corrosion than is the case for Alleima® 2RK65.
Pitting corrosion
The high chromium and molybdenum contents of this steel make it very resistant to pitting. This has been verified by extensive practical experience of service involving chloride-bearing process solutions and seawater cooling.
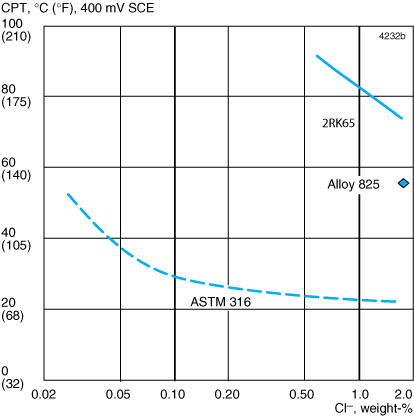
As can be seen in Figure 8, the mean critical pitting temperature (CPT) for Alleima® 2RK65 is around 75°C (165°F) at a potential of 400 mV SCE in a neutral solution (pH = 6) with the same chloride content as seawater. This value is 50°C (120°F) higher than for ASTM 316 and 20°C (68°F) higher than for Alloy 825 (21Cr42Ni3Mo).
Stress corrosion cracking (SCC)
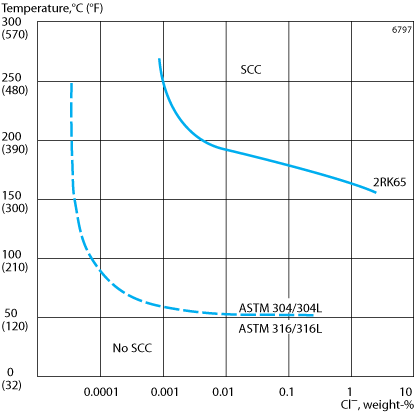
Ordinary austenitic steels of the ASTM 304 and ASTM 316 types are susceptible to stress corrosion cracking (SCC) in chloride-bearing solutions at temperatures above about 60°C (140oF). At high temperatures, above about 100oC (212°F), chloride contents as low as in the ppm-range (10-4 %) are sufficient to cause stress corrosion cracking in these steels. A nickel content of 25% is sufficient to provide very good resistance under practical conditions.
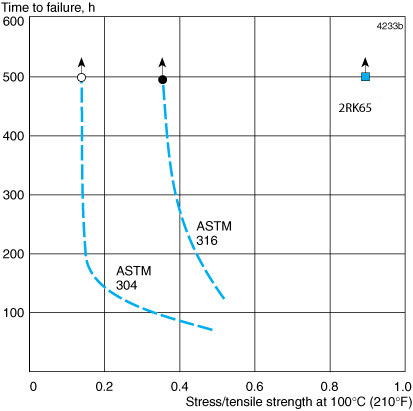
Laboratory tests in calcium chloride confirm the superiority of Alleima® 2RK65 in resisting stress corrosion cracking compared to ASTM 304 and ASTM 316. As is shown by figure 9, the threshold stress (the stress necessary to induce fracture within the maximum testing time) is considerably higher for Alleima® 2RK65 than for ASTM 304 and ASTM 316. Alleima® 2RK65 is resistant up to at least 0.9 times the tensile strength.
Autoclave tests at different chloride contents and temperatures provide valuable data for material selection. Also this type of testing demonstrates the good SCC-resistance of Alleima® 2RK65, far better than ASTM 304 and ASTM 316 types of steels, see Figure 10.
It is important to be aware of the fact that the residual stresses around a weld that has not been heat treated often equal the proof strength of the material. These stresses correspond to applied stress/tensile strength ratios of only 0.3–0.5, which is sufficient to exceed the threshold stress and thereby cause stress corrosion cracking in ASTM 304 and ASTM 316.
Crevice corrosion
Both laboratory tests and practical experience have shown that Alleima® 2RK65 is substantially more resistant to crevice corrosion than ASTM 316L. This is illustrated in Table 2. Crevices should nevertheless be avoided as far as possible, especially in chloride-bearing solutions.
Table 2. Results of crevice corrosion tests in aerated stagnant NaCl solution (1.8% Cl-) pH = 6, test period 58 days. The area ratio between creviced and non-creviced surface on the specimen is 1/12.
| Grade | Initiated crevice corrosion attacks, % |
Maximum depth, mm | ||||
|---|---|---|---|---|---|---|
| 50°C | 60°C | 70°C | 50°C | 60°C | 70°C | |
| Alleima® 2RK65 | - | 0 | 0 | - | 0 | 0 |
| ASTM 316L | 38 | 21 | - | 0.20 | 0.16 | - |
| Grade | Initiated crevice corrosion attacks, % |
Maximum depth, in. | ||||
|---|---|---|---|---|---|---|
| 120°F | 140°F | 160°F | 120 °F | 140 °F | 160 °F | |
| Alleima® 2RK65 | - | 0 | 0 | - | 0 | 0 |
| ASTM 316L | 38 | 21 | - | 0.008 | 0.006 | - |
Bending
The good ductility of Alleima® 2RK65 permits bending in the cold state to the smallest bending radii attainable with modern methods and machines. Annealing is not necessary after cold bending. If, however, the tubes have been heavily cold-worked and are to be used under conditions where stress corrosion cracking (SCC) is liable to occur, solution annealing is recommended (see under 'Heat treatment').
For pressure vessel applications in Germany, heat treatment may be required after cold deformation in accordance with VdTÜV-Wb 421. Heat treatment should be carried out by solution annealing.
Forms of supply
Seamless tube and pipe are supplied in dimension up to 230 mm (9.1 in.) outside diameter in the solution annealed and white-pickled condition or in the bright-annealed condition.
Tubes can be bent according to customer drawings and, on request, annealed after bending.
Fittings
90 deg. bends are manufactured as standard in Alleima® 2RK65 according to ANSI B16.9 and, where applicable, ASTM A403. Flanges are made as standard to ANSI B16.5 in the form of slip-on flanges (class 150) and weld neck flanges (class 300), and to relevant sections of ASTM A182. Fittings can be manufactured to other standards by agreement. Other types of fittings such as reducers, tees and couplings can also be supplied on request.
Other products forms
- Welded tube and pipe
- Strip, annealed or cold-rolled to different degrees of hardness
- Wire, drawn or ground
- Bar steel
- Plate and sheet
- Forged tube-sheets
Heat treatment
Solution annealing
The tubes are delivered in heat treated condition. If additional heat treatment is needed after further processing the following is recommended.
1080–1150°C (1975–2100°F), 5–30 minutes, rapid quenching in air or water.
Mechanical properties
The following figures apply to material in the solution annealed condition. Tube and pipe with thickness above 20 mm (0.79 in.) may have slightly lower values.
| Proof strength | Tensile strength | Elong. | Hardness | ||
|---|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | A2" | Vickers |
| MPa | MPa | MPa | % | % | |
| approx. | |||||
| ≥230 | ≥250 | 520-720 | ≥35c) | ≥35 | 160 |
1 MPa = 1 N/mm2
| Proof strength |
Tensile strength
|
Elong. | Hardness | ||
|---|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Rm | Ab) | A2" | Vickers |
| ksi | ksi | ksi | % | ||
| approx. | |||||
| ≥33 | ≥36 | 75-104 | ≥35c) | ≥35 | 160 |
a) Rp0.2 and Rp1.0 correspond to 0.2% offset and 1.0% offset yield strength, respectively.
b) Based on L0 = 5.65 √S0 where L0 is the original gauge length and S0 the original cross-section area.
c) NFA 49–217 with min 40% can be fulfilled.
Impact strength
Due to its austenitic microstructure, Alleima® 2RK65 has very good impact strength both at room temperature and at cryogenic temperatures.
Tests have demonstrated that the steel fulfils the requirements (60 J (44 ft-lb) at -196oC (-320oF)) according to the European standards EN 13445-2 (UFPV-2) and EN 10216-5.
At high temperatures
The steel should not be exposed to temperatures above about 550°C (1020°F) for prolonged periods, since this leads to precipitation of intermetallic phases, which can have an adverse effect on both the mechanical properties and the corrosion resistance of the steel.
|
Temperature
|
Proof strength
|
|
|---|---|---|
| Rp0.2 | Rp1.0 | |
| °C | MPa | MPa |
| min. | min. | |
| 100 | 176 | 205 |
| 200 | 155 | 185 |
| 300 | 136 | 165 |
| 400 | 125 | 155 |
|
Temperature
|
Proof strength
|
|
|---|---|---|
| Rp0.2 | Rp1.0 | |
| °F | ksi | ksi |
| min. | min. | |
| 200 | 26.1 | 30.3 |
| 400 | 22.4 | 26.7 |
| 600 | 19.5 | 23.7 |
| 700 | 18.6 | 22.9 |
Physical properties
Density: 8.0 g/cm3, 0.29 lb/in3
| Temperature, °C | W/(m °C) | Temperature, °F | Btu/(ft h °F) |
|---|---|---|---|
| 20 | 12 | 68 | 7 |
| 100 | 14 | 200 | 8 |
| 200 | 16 | 400 | 9 |
| 300 | 18 | 600 | 10.5 |
| 400 | 20 | 800 | 11.5 |
| 500 | 22 | 1000 | 13 |
| 600 | 23 | 1200 | 14 |
| 700 | 25 | 1300 | 14.5 |
| Temperature, °C | J/(kg °C) | Temperature, °F | Btu/(lb °F) |
|---|---|---|---|
| 20 | 460 | 68 | 0.11 |
| 100 | 485 | 200 | 0.12 |
| 200 | 515 | 400 | 0.12 |
| 300 | 545 | 600 | 0.13 |
| 400 | 570 | 800 | 0.14 |
| 500 | 590 | 1000 | 0.14 |
| 600 | 605 | 1200 | 0.15 |
| 700 | 615 | 1300 | 0.15 |
| Temperature, °C | Per °C | Temperature, °F | Per °F |
|---|---|---|---|
| 30-100 | 15.5 | 86-200 | 8.5 |
| 30-200 | 16 | 86-400 | 9 |
| 30-300 | 16.5 | 86-600 | 9 |
| 30-400 | 17 | 86-800 | 9.5 |
| 30-500 | 17 | 86-1000 | 9.5 |
| 30-600 | 17.5 | 86-1200 | 9.5 |
| 30-700 | 17.5 | 86-1300 | 10 |
1) Mean values in temperature ranges (x10-6)
| Temperature, °C | μΩm | Temperature, °F | μΩin. |
|---|---|---|---|
| 20 | 0.94 | 68 | 37.0 |
| 100 | 0.99 | 200 | 38.8 |
| 200 | 1.07 | 400 | 42.2 |
| 300 | 1.13 | 600 | 44.6 |
| 400 | 1.15 | 800 | 45.5 |
| 500 | 1.17 | 1000 | 45.8 |
| 600 | 1.15 | 1200 | 45.9 |
| 700 | 1.18 | 1300 | 46.5 |
| Temperature, °C | MPa | Temperature, °F | ksi |
|---|---|---|---|
| 20 | 195 | 68 | 28.5 |
| 100 | 190 | 200 | 27.5 |
| 200 | 182 | 400 | 26.5 |
| 300 | 174 | 600 | 25 |
| 400 | 166 | 800 | 24 |
| 500 | 158 | 1000 | 22.5 |
1) (x103)
Welding
Other forms of supply
Remove – Welding consumables
Welding
The weldability of Alleima® 2RK65 is good. Welding must be carried out without preheating, and normally there is no need for any subsequent heat treatment. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice.
In common with all fully austenitic stainless steels, Alleima® 2RK65 has low thermal conductivity and high thermal expansion. Welding plans should therefore be carefully selected in advance, so that distortions of the welded joint are minimized. If residual stresses are a concern, solution annealing can be performed after welding.
For Alleima® 2RK65, heat-input of <1.0 kJ/mm and interpass temperature of <100°C (210°F) are recommended. A string bead welding technique should be used.
Recommended filler metals
TIG/GTAW or MIG/GMAW welding
ISO 14343 S 20 25 5 Cu L/ AWS A5.9 ER385 (e.g. Exaton 20.25.5.LCu)
MMA/SMAW welding
ISO 3581 E 20 25 5 Cu N L R/ AWS A5.4 E385-16 (e.g. Exaton 20.25.5.LCuR)
ISO 14343 S 20 25 5 Cu L wire or strip electrodes are recommended for overlay welding of tube sheets and high-pressure vessels in cases where corrosion resistance, equal to that of Alleima® 2RK65, is required.
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.